

PTFE membranes are recognized for their exceptional versatility and effectiveness across various applications. In military settings, they provide crucial waterproofing and breathability, enhancing soldier comfort during operations. Their role in air filtration and purification processes is vital, particularly in industries such as pharmaceuticals, where maintaining stringent air quality standards is essential. Furthermore, PTFE membranes contribute significantly to environmental solutions by optimizing filtration efficiency while minimizing energy consumption. The integration of these membranes with advanced materials like high-speed cable wrapping film further enhances their performance and durability. As industries continue to evolve, the ongoing development of PTFE applications promises deeper benefits across sectors, reinforcing the importance of these innovative materials in meeting contemporary challenges.
PTFE Membranes: A Comprehensive Overview of Types and Uses
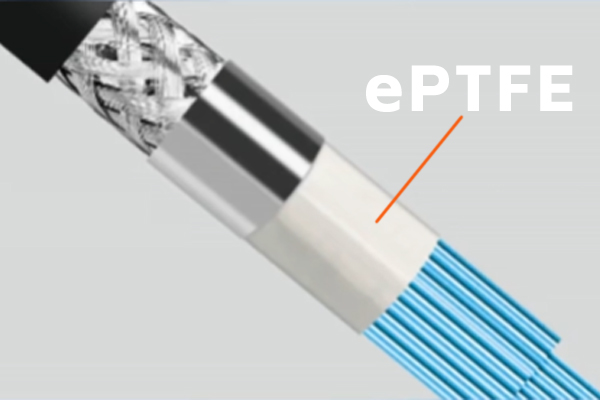
PTFE membranes have become indispensable in various sectors due to their unique properties. The waterproof clothing membranes, commonly utilized in military applications, ensure personnel remain dry and comfortable during missions. In industrial contexts, PTFE air filtration membranes offer high efficiency, reducing operational costs while maintaining air quality. Furthermore, the versatile PTFE wrapping film plays a crucial role in protecting electronic components and cables from environmental factors. Notably, products such as high-speed transmission line PTFE wrapping tape and PTFE thread seal tape enhance durability and performance across myriad applications. The growing demand for AEC high-speed cable wrapping film demonstrates a pivot toward integrating these advanced materials into modern technology for improved efficiency.
"Using high-quality PTFE cable wrapping tape can significantly prolong the life of vital electrical components."

The Advantages of Waterproof Clothing Membranes in Military Applications
Waterproof clothing membranes made from PTFE have become essential in military gear due to their unique properties. These membranes are designed to resist water while allowing moisture vapor to escape, ensuring soldiers remain dry and comfortable in diverse weather conditions. The microporous structure efficiently blocks water droplets, providing reliable protection against rain and other environmental factors. Additionally, the lightweight nature of the membrane does not compromise on durability, making it ideal for various military operations. Its breathability helps regulate body temperature, crucial during high-intensity activities. Further enhancing performance, these membranes also offer resistance to wind and thermal insulation, ensuring soldiers can operate effectively in extreme conditions. Such advantages make PTFE waterproof clothing membranes an integral part of modern military uniforms and gear.
Key Features of PTFE Air Filtration Membranes and Their Industrial Importance
PTFE air filtration membranes are renowned for their exceptional durability and efficiency, making them integral to various industrial applications. Their unique fibrous structure provides a combination of high filtration efficiency—often reaching 99.99%—with low operational resistance. This characteristic allows for effective air purification while minimizing energy consumption. Additionally, these membranes are chemical-resistant and maintain breathability, ensuring reliability even in harsh environments. Industries such as chemicals, metallurgy, and power generation benefit significantly from the longevity and reusability of PTFE membranes, leading to substantial cost reductions in operation. Moreover, the innovative use of high-speed transmission line PTFE wrapping tape in conjunction with these membranes enhances their performance by ensuring secure sealing in filtration systems, further promoting operational integrity across applications.
Understanding PTFE Air Purification Membranes in Pharma and Biotechnology
PTFE air purification membranes play a crucial role in maintaining clean and sterile environments in the pharmaceutical and biotechnology sectors. Their unique micro-porous structure allows for the filtration of airborne contaminants as small as 0.05μm, ensuring that air quality meets strict industry standards. These membranes are designed to facilitate airflow while effectively capturing pollutants, which is essential for manufacturing processes and laboratory practices. Additionally, PTFE wrapping film is often utilized in the production of airtight seals for equipment, preventing contamination during sensitive operations. The use of AOC high-speed cable wrapping film in conjunction with these membranes enhances protection against moisture and particulates, further supporting sterile conditions necessary for drug development and bioprocessing. The integration of such advanced membrane technology significantly improves operational efficiency by reducing downtime due to contamination risks.
How PTFE Membranes Revolutionize Environmental Solutions
PTFE membranes are at the forefront of innovative environmental solutions due to their unique properties. These membranes facilitate effective air and water purification by efficiently filtering out harmful pollutants without sacrificing flow rates. In various industries, including pharmaceuticals and waste management, PTFE membranes enhance operational efficiency while minimizing ecological impact. The use of PTFE cable wrapping tape in conjunction with these membranes further illustrates their versatility, as it offers protection and insulation for cables in challenging environments. Additionally, AEC high-speed cable wrapping film complements this technology, promoting sustainable practices in cable management by reducing material waste. Collectively, these applications highlight how PTFE technology is contributing to more sustainable industrial processes, demonstrating a commitment to environmental responsibility while improving performance across sectors.

Applications of Membrane Technology in Diverse Industries
Membrane technology plays a crucial role in various sectors, leveraging the unique properties of materials like PTFE. In the military, waterproof clothing membranes provide essential protection against harsh elements while allowing moisture management. Meanwhile, PTFE air filtration membranes are vital in industries such as power generation and waste management, offering high filtration efficiency and low operational resistance. In the pharmaceutical and biotechnology sectors, PTFE air purification membranes ensure clean environments by filtering out pollutants. Additionally, the use of ACC high-speed cable wrapping film enhances durability and performance in electrical applications. The synergy between membrane technology and materials like high speed and high-frequency cable wrapping film underscores the growing importance of these innovations across diverse fields.
The Role of PTFE in Enhancing Performance and Sustainability
PTFE plays a critical role in advancing performance and sustainability across various industries. With its unique properties, PTFE ensures durability and reliability in demanding environments. For instance, PTFE membranes used in clothing provide waterproof benefits while allowing moisture vapor to escape, thus enhancing wearer comfort. In industrial applications, PTFE air filtration membranes contribute to cleaner environments by efficiently removing airborne contaminants. Additionally, the use of PTFE Thread Seal Tape in plumbing and construction applications supports sustainability efforts by ensuring leak-proof seals that reduce water waste. By minimizing failures and maintenance needs, PTFE technologies promote resource efficiency and longevity, making them indispensable tools for both environmental protection and enhanced operational effectiveness.
Comparative Insights on Teflon Membrane Efficiency Across Sectors
Teflon membranes, particularly those made from polytetrafluoroethylene (PTFE), demonstrate varying efficiency depending on their application. In the military sector, waterproof clothing membranes provide essential protection against harsh weather while maintaining breathability, crucial for soldier comfort. Conversely, in industrial environments, PTFE air filtration membranes excel with their ability to filter particulates and chemicals while ensuring minimal operational resistance, allowing for prolonged use and lower costs. Furthermore, in pharmaceutical applications, PTFE air purification membranes are vital for containing pollutants without compromising the airflow needed for lab environments. The adaptability of these membranes is highlighted by innovations such as DAC high-speed cable wrapping film which ensures reliability across diverse uses. Hence, understanding the specific strengths of each membrane type can lead to optimized performance in their respective fields.
Conclusion
PTFE membranes continue to play a vital role in enhancing operational efficiency and environmental sustainability across various industries. Their ability to combine durability with functionality makes them indispensable in applications ranging from military clothing to air filtration systems. As industries advance, the integration of PTFE in new technologies, such as high-speed cable wrapping films, highlights the versatility and adaptability of these materials. They contribute significantly to improving performance while reducing ecological footprints, showcasing how innovation in membrane technology can meet the evolving demands of diverse sectors. The ongoing research and development in PTFE applications promise to further enhance their effectiveness, ensuring they remain central to solutions that address both performance and sustainability challenges.
FAQs
What is the primary use of PTFE membranes?
PTFE membranes are primarily used for their waterproof and breathable properties, making them ideal for applications in military clothing, air filtration, and various industrial environments.
How do PTFE membranes contribute to environmental sustainability?
PTFE membranes support environmental sustainability by optimizing filtration processes, effectively removing pollutants while ensuring low energy consumption, thus reducing overall operational costs and ecological impact.
What industries benefit most from PTFE air purification membranes?
Industries such as pharmaceuticals and biotechnology particularly benefit from PTFE air purification membranes as they ensure clean and sterile environments critical for sensitive manufacturing processes.
Are there any specific features that enhance the performance of PTFE membranes?
Yes, features such as chemical resistance, lightweight design, and high filtration efficiency contribute significantly to the reliability and performance of PTFE membranes across different applications.
How do PTFE cables enhance the lifespan of electrical components?
Using high-quality PTFE cables protects electrical components from moisture and environmental damage, thereby prolonging their lifespan and ensuring greater operational reliability.


