The advancements in ePTFE membrane technology underscore its critical importance across various sectors. These membranes not only excel in waterproofing and sound clarity but also enhance the performance and reliability of devices in challenging environments. Their unique microporous structure enables them to block moisture while allowing sound to pass through, making them ideal for use in wearable technology and electronics. Furthermore, ePTFE membranes provide essential barriers for sensitive products in pharmaceutical packaging, safeguarding against contamination and leakage. As the industry continues to evolve, ongoing research is likely to yield further innovations that enhance the functionality and sustainability of ePTFE applications, ensuring their relevance in future developments.
Advancements in ePTFE Membrane Technology: A Comprehensive Overview
The advancements in ePTFE membrane technology have significantly impacted various industries by enhancing waterproofing and sound clarity. These membranes are crucial for applications in wearable technology, where the need for effective moisture barriers is paramount. For instance, utilizing High speed transmission line PTFE wrapping tapecan further ensure the reliability of electronic devices under extreme conditions. Moreover, PTFE wrapping filmplays a vital role in sealing components, providing a robust protective layer that resists chemical exposure and temperature fluctuations.
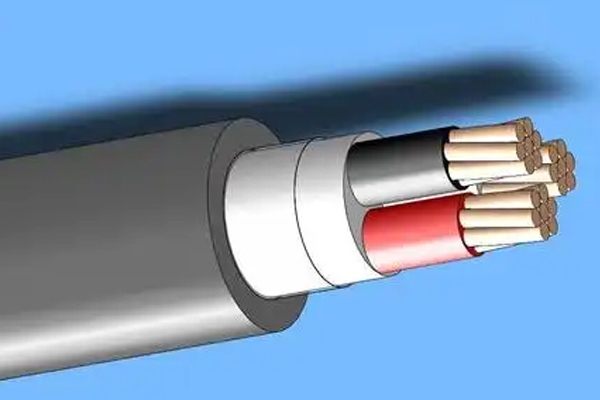
In electronics, PTFE Thread Seal Tapeoffers superior thermal stability, making it an ideal choice for applications involving high-frequency signals. The integration of PTFE cable wrapping tapein cable manufacturing enhances durability and performance during operation. Another notable innovation is the use of DAC high-speed cable wrapping film, which allows for minimal interference and maximizes signal integrity.
"Choosing the right PTFE solutions can significantly influence device performance and longevity."
As the demand grows for high-quality materials in applications like pharmaceutical packaging—where ePTFE membranes help prevent leakage of aggressive liquids—the industry continues to innovate. This trend sets an exciting trajectory toward new developments that maintain both waterproofing effectiveness and sound clarity across diverse usage scenarios.
The Role of ePTFE Membranes in Waterproofing and Sound Transmission
ePTFE membranes play a crucial role in both waterproofing and facilitating sound transmission. Their unique microporous structure allows these membranes to prevent liquid infiltration while ensuring air and sound can pass through without obstruction. In wearable technology, for example, ePTFE membranes enhance user experience by allowing clear sound quality, which is vital for devices like smartwatches and fitness trackers. The waterproof characteristics make them ideal for applications where moisture protection is essential. Additionally, the use of materials such as high speed transmission line PTFE wrapping tape, PTFE wrapping film, and PTFE thread seal tape further complements the performance of ePTFE membranes by providing additional seals against harsh environmental conditions. This synergy aids in maintaining the integrity of devices across diverse applications while ensuring that users benefit from both durability and clarity in their everyday technology.

Exploring Wearable Technology Innovations with ePTFE Membranes
ePTFE membranes have emerged as a pivotal component in wearable technology, primarily due to their unique properties that enhance both waterproofing and sound clarity. These membranes feature a microporous structure that allows air and sound to pass through while preventing liquid penetration, making them ideal for devices that require durable, reliable protection against moisture. In smartwatches and fitness trackers, ePTFE membranes contribute significantly to user experience by ensuring the functionality of microphones and speakers without compromising water resistance. Moreover, the integration of ePTFE in high-speed and high-frequency cable wrapping film further supports seamless communication within wearable devices, ensuring signal integrity remains intact under various conditions. This technology not only supports performance in everyday activities but also opens up possibilities for innovation in design and function within the realm of wearables.

ePTFE Membranes in Electronics: Enhancing Performance and Durability
ePTFE membranes play a crucial role in improving the performance and longevity of electronic components. Their filtration capabilities alongside waterproofing properties ensure that devices maintain functionality despite exposure to moisture and dust. This technology is increasingly utilized in high-performance applications, including smart devices and sensors. For instance, combining ePTFE with materials like AEC high-speed cable wrapping film creates robust barriers, ensuring that sensitive electronics remain protected from harsh environmental conditions without sacrificing acoustic clarity. Moreover, the lightweight nature of ePTFE contributes to overall device efficiency, further solidifying its place in advancing electronic hardware design and manufacturing standards.
Applications of ePTFE in Pharmaceutical Packaging Solutions
ePTFE membranes play a crucial role in pharmaceutical packaging by ensuring the integrity of sensitive products. Their chemical inertness offers an excellent barrier against aggressive substances, such as peracetic acid, ensuring that medications remain uncontaminated. The use of ePTFE in conjunction with materials like PET enhances seal strength and prevents leaks, especially for products sensitive to moisture and environmental exposure. Furthermore, ePTFE’s compatibility with a wide range of solvents makes it ideal for packaging solutions requiring filtration or moisture control. This versatility allows pharmaceutical companies to maintain product efficacy and safety while promoting sustainability through reliable packaging options. Emphasizing these qualities, ePTFE continues to be an invaluable asset in the field of pharmaceutical packaging.
Understanding the Benefits of ePTFE for Enhanced Sound Clarity
ePTFE membranes are instrumental in achieving superior sound clarity in various applications, particularly in wearable technology and acoustic devices. Their unique microporous structure allows sound waves to pass through while effectively keeping liquids out, making them ideal for environments where moisture resistance is critical. This characteristic does not compromise audio quality; rather, it enhances it by maintaining a balanced acoustic performance. Additionally, ePTFE’s chemical inertness ensures that the membranes remain stable and functional under a wide range of temperatures, from extreme cold to heat. As a result, these membranes are vital components in devices like smartwatches and high-fidelity microphones, where sound accuracy and reliability are paramount. Furthermore, ongoing technological advancements continue to refine the properties of ePTFE, ensuring that future applications can further benefit from enhanced sound performance without sacrificing durability or waterproofing capabilities.
Innovative Uses of ePTFE Membranes in High-Temperature Environments
ePTFE membranes exhibit remarkable versatility in high-temperature applications across various industries. Their ability to withstand extreme thermal conditions makes them ideal for use in aerospace and automotive sectors, where materials are subjected to intense heat. In these environments, ePTFE membranes serve not only as protective barriers but also enhance the efficiency of components by mitigating thermal stress. Additionally, these membranes are utilized in high-performance filtration systems, providing effective separation without compromising durability at elevated temperatures. Their chemical resistance further broadens their applicability in industrial processes involving aggressive substances. Adhesively bonded to substrates, ePTFE membranes maintain structural integrity and functionality, ensuring long-lasting performance where traditional materials may fail.
Future Trends in ePTFE Membrane Development and Application
As the demand for advanced materials grows, ePTFE membranes are emerging at the forefront of innovation in multiple sectors. Ongoing research is focused on optimizing the microporous structure, which enhances waterproofing while maintaining breathability. The integration of ePTFE with smart technologies is set to expand its functionality, particularly in smart textiles and health monitoring devices. Enhanced manufacturing techniques are making it possible to produce thinner membranes without compromising strength or performance, ideal for compact electronic devices. Moreover, the focus on sustainability is driving the development of eco-friendly variations of ePTFE that meet environmental standards while providing excellent chemical resistance. These advancements will likely increase applicability in both consumer goods and industrial settings, paving the way for revolutionary uses that prioritize efficiency and environmental responsibility.
Conclusion
The advancements in ePTFE membrane technology highlight its crucial role across various industries, particularly in enhancing waterproofing and sound clarity. These membranes create protective barriers that ensure functionality in challenging environments. In wearable technology, ePTFE membranes allow sound to flow freely while blocking moisture, ensuring users enjoy reliable audio experiences. Similarly, in pharmaceuticals, ePTFE’s chemical resistance safeguards products from contamination and leakage. As the industry continues to innovate, the future of ePTFE membranes seems promising, with developments focusing on improving performance and expanding applications in both consumer and industrial products. The ongoing trends suggest a shift towards more sustainable solutions without sacrificing the essential qualities that make ePTFE so valuable.
FAQs
What are ePTFE membranes primarily used for?
ePTFE membranes are primarily used for waterproofing, sound transmission, and enhancing the performance of various electronic devices, including wearables and pharmaceuticals.
How do ePTFE membranes ensure sound clarity?
ePTFE membranes feature a microporous structure that allows sound waves to pass through while preventing liquid infiltration, which enhances audio quality in devices.
Can ePTFE membranes withstand high temperatures?
Yes, ePTFE membranes exhibit excellent thermal stability and can perform effectively in high-temperature environments, making them suitable for aerospace and automotive applications.
What role does ePTFE play in pharmaceutical packaging?
In pharmaceutical packaging, ePTFE membranes act as barriers against contamination while maintaining the integrity of sensitive products by resisting aggressive substances.
Are there any sustainability initiatives related to ePTFE technology?
There is ongoing research into developing eco-friendly variations of ePTFE that meet environmental standards while maintaining their performance qualities.