ePTFE membranes are reshaping multiple industries through their unique properties and innovative applications. In the electrical sector, their ability to reduce energy losses and maintain signal integrity is essential for high-performance components. These membranes ensure that electrical systems operate efficiently, particularly in high-frequency environments, where traditional materials fall short. Meanwhile, in the medical field, ePTFE serves as a reliable barrier against contamination, packaging sensitive pharmaceuticals securely while facilitating precise fluid control in diagnostic devices. Their durability and versatility are critical attributes that continue to drive the development of safety and efficiency standards in both electrical insulation and medical applications. This integration showcases the pivotal role ePTFE membranes play in advancing technology across various sectors.
Advancements in ePTFE Membrane Technology for Enhanced Electrical Insulation
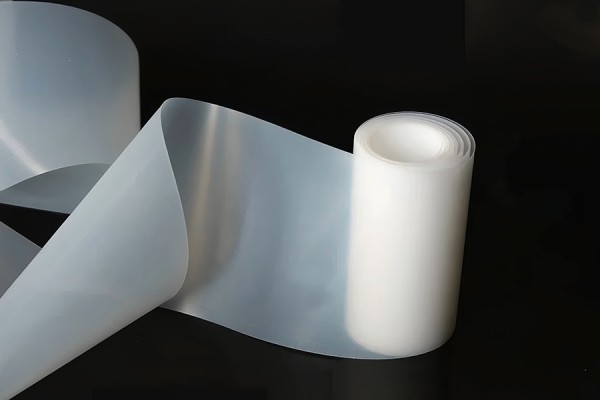
The use of ePTFE membranes continues to advance, particularly in electrical insulation applications. With unique properties that surpass traditional materials, these membranes are vital for high-speed transmission lines. Products such as high speed and high-frequency cable wrapping film provide excellent protection against electrical breakdown while enhancing overall performance. Additionally, PTFE wrapping film and PTFE cable wrapping tape are designed to ensure low dielectric constants, making them ideal for modern electrical components. Innovative solutions like DAC high-speed cable wrapping film and AEC high-speed cable wrapping film further emphasize the importance of ePTFE technology in maintaining signal integrity. In industries where precise electrical insulation is critical, these advancements enable safer and more efficient operations. The development of PTFE Thread Seal Tape complements this technology by ensuring leak-proof applications across various infrastructure, showcasing the multifaceted benefits of ePTFE membranes in today’s demanding environments.

Innovative Uses of ePTFE Membranes in Medical Packaging Solutions
ePTFE membranes have paved the way for significant advancements in medical packaging solutions. Their unique properties include resistance to chemicals and exceptional barrier performance, making them ideal for applications such as leak-proof seals for medical bottles and containers. The use of PTFE wrapping film ensures that sensitive materials remain protected during transportation, while the AOC high-speed cable wrapping film enhances connectivity integrity in medical devices. Moreover, high speed and high-frequency cable wrapping film enables quick and reliable signal transmission in diagnostic equipment. By integrating ePTFE technologies, manufacturers achieve superior quality and safety standards, which are crucial in healthcare settings where contamination is a concern.
Maximizing Performance: ePTFE Membranes in Electrical Applications
ePTFE membranes are transforming the landscape of electrical insulation with their exceptional performance characteristics. Unlike traditional materials, ePTFE delivers higher thermal stability and superior dielectric properties, making it the preferred choice in high-temperature environments. Notably, materials such as PTFE thread seal tape, PTFE cable wrapping tape, and PTFE cable roll coating are designed to enhance these benefits further by ensuring secure and effective insulation in various applications.
"Utilizing advanced ePTFE technology allows for reduced signal loss and improved durability in electrical systems," notes an industry expert. This is particularly important for radio frequency applications where attenuation constants directly impact signal quality. As industries continuously evolve, the reliance on ePTFE membranes reflects a significant shift toward more efficient and reliable electrical solutions. With ongoing developments, these membranes are poised to meet the increasing demands for performance and safety in diverse electrical applications.

The Role of ePTFE Membranes in Microfluidics for Diagnostic Devices
ePTFE membranes play a critical role in the development of microfluidic diagnostic devices, where precise control over fluid flow is essential. Their unique microporous structure facilitates the regulation of air and liquid movement, allowing for consistent flow rates while minimizing contamination risks. This feature is particularly valuable in medical applications, such as biosensors and diagnostic testing, where accuracy is paramount. The membranes can withstand significant pressures, often exceeding 100KPa, ensuring reliability in various conditions. Moreover, their chemical resistance protects sensitive reagents during testing processes. The incorporation of ePTFE in microfluidics enhances the overall performance and reliability of diagnostic tools, contributing to advancements in medical technology.
Comparative Analysis: ePTFE vs. Traditional Insulation Materials
When comparing ePTFE membranes to traditional insulation materials like polyethylene (PE) and polyvinyl chloride (PVC), the advantages of ePTFE become clear. For instance, ePTFE membranes exhibit higher thermal stability and significantly lower flammability, making them suitable for high-temperature environments. In contrast, PE and PVC can ignite easily under the same conditions.
Moreover, the electrical properties of ePTFE, characterized by low dielectric constants and minimal moisture absorption, enhance its performance in high-speed applications. This is pivotal for cables that require reliable insulation such as DAC high-speed cable wrapping film and AEC high-speed cable wrapping film. The attenuation constants in cables made with ePTFE show lower losses during signal transmission due to its superior dielectric performance.
Additionally, ePTFE’s microporous structure allows for flexibility in various applications beyond electrical insulation, showcasing its multifaceted capabilities. In industries that prioritize safety and effectiveness, this comparative resilience positions ePTFE membranes as a superior choice over traditional materials like PE and PVC.

Emphasizing Safety: Leak-Proof Solutions with ePTFE Membranes
ePTFE membranes provide unparalleled safety features, making them ideal for leak-proof solutions in various applications. Their unique microporous structure allows for effective sealing, ensuring that sensitive contents, such as pharmaceuticals and chemicals, remain secure during transport. This capability is crucial in preventing contamination and maintaining the integrity of products exposed to harsh conditions. Additionally, ePTFE’s resistance to strong acids and other corrosive materials enhances its reliability in demanding environments. With high thermal stability and low flammability, ePTFE membranes ensure a safe packaging option that meets industry standards, reinforcing their role in promoting safety across medical and industrial sectors.
Exploring the Versatility of ePTFE Membranes Across Industries
ePTFE membranes showcase exceptional versatility, finding applications in diverse sectors due to their unique properties. In the realm of electrical insulation, the membranes contribute to enhanced performance by reducing signal loss and improving thermal stability. This is particularly evident in advanced wiring solutions like ACC high-speed cable wrapping film, where low flammability and effective dielectric characteristics are critical. Beyond electronics, ePTFE membranes excel in medical applications, providing leak-proof solutions for packaging liquids in healthcare settings. This functionality is crucial for maintaining safety during storage and transport. Furthermore, they play a vital role in microfluidics by enabling precise control over fluid flow, ensuring the reliability of diagnostics. As a result, ePTFE membranes continue to redefine industry standards across multiple fields.
Enhancing Energy Efficiency with Advanced ePTFE Electrical Insulation
The use of advanced ePTFE membranes significantly enhances energy efficiency in electrical insulation applications. With excellent thermal stability and low flammability, ePTFE reduces the risks associated with overheating and fire hazards in electrical systems. Its low dielectric constant minimizes energy losses during transmission, providing a more efficient performance compared to traditional materials such as polyethylene and polyvinyl chloride. Moreover, ePTFE’s low moisture absorption contributes to improved reliability and longevity of electrical components, ensuring consistent operational efficiency under varying environmental conditions. As industries seek to optimize energy usage, the adoption of ePTFE membranes stands out as a practical solution that aligns with contemporary sustainability goals.
Conclusion
The advancements in ePTFE membrane technology underscore their critical role across various applications, particularly in electrical insulation and medical packaging. As industries evolve, the demand for materials that not only enhance performance but also ensure safety is paramount. ePTFE membranes provide unique advantages such as lower dielectric constants, higher thermal stability, and resistance to chemicals, making them an ideal choice for modern electrical components and medical solutions. Their adaptability to different environments and requirements showcases their versatility. As a result, the implementation of ePTFE membranes in these sectors is likely to continue growing, promoting efficiencies and safety standards that align with current technological advancements.
FAQs
What are ePTFE membranes?
ePTFE membranes are expanded polytetrafluoroethylene sheets that offer exceptional properties, including chemical resistance, thermal stability, and low dielectric constants.
How do ePTFE membranes enhance electrical insulation?
They provide superior dielectric performance, reducing energy losses and maintaining signal integrity in electrical applications such as high-speed cables.
What medical applications utilize ePTFE membranes?
ePTFE membranes are used in leak-proof packaging for medical containers and play a vital role in microfluidic devices for precise fluid control.
What advantages do ePTFE membranes offer over traditional materials?
They exhibit higher thermal stability, lower flammability, and improved resistance to moisture absorption compared to materials like polyethylene and PVC.
How do ePTFE membranes ensure safety in healthcare settings?
Their unique structure prevents contamination, ensuring that sensitive materials remain secure during transport while maintaining product integrity.