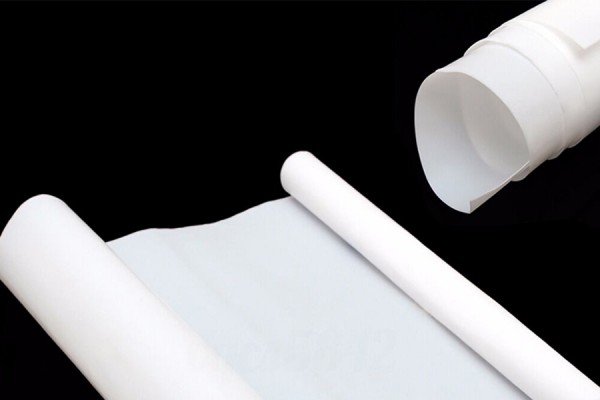
PTFE membranes showcase a unique combination of chemical resistance and durability, making them imperative for filtration in demanding industrial conditions. Their ability to maintain integrity under extreme temperatures and pressures ensures reliable performance across diverse applications. Furthermore, the membranes’ water-repellent properties effectively reduce the risk of fouling, enhancing filtration efficiency and extending operational life. As various industries seek advanced solutions for stringent filtration requirements, the incorporation of PTFE technology becomes increasingly valuable. The synergies with products like PTFE wrapping films also elevate system reliability, reflecting the ongoing evolution in filtration technologies driven by innovations in materials science. This alignment illustrates how PTFE membranes are set to play a crucial role in optimizing industrial processes moving forward.
Applications of PTFE Membranes in Industrial Filtration Processes
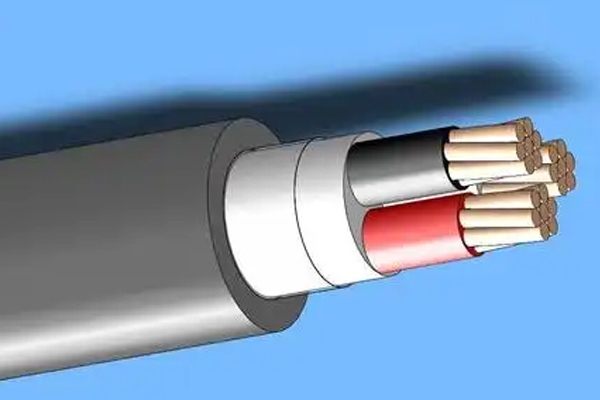
PTFE membranes are increasingly utilized in various industrial filtration processes due to their remarkable characteristics. These membranes effectively handle challenging environments, providing reliable filtration for diverse applications, including in the automotive and aerospace sectors. The chemical resistance and durability of PTFE make it ideal for environments where harmful substances are present. Furthermore, innovations such as high speed transmission line PTFE wrapping tape and PTFE wrapping film enhance the resilience of electrical components, ensuring optimal performance even under high-frequency conditions. PTFE Thread Seal Tape is another critical application, offering secure sealing in pipeline systems subjected to harsh chemicals. The use of PTFE cable wrapping tape also improves the integrity and protection of cables in demanding settings, while products like DAC high-speed cable wrapping film ensure that operational efficiency remains high. As industries continue to evolve, the adoption of technologies such as AEC and AOC high-speed cable wrapping films demonstrates a commitment to innovation that leverages the unique properties of PTFE membranes for better filtration solutions.

Key Properties of PTFE Membrane for Enhanced Chemical Resistance
PTFE membranes are renowned for their exceptional chemical resistance, making them ideal for various industrial applications. The unique structure of PTFE allows it to withstand aggressive solvents, acids, and bases without degrading. This resilience ensures that PTFE membranes maintain their integrity and performance even under harsh conditions. For instance, when used in combination with materials like PTFE wrapping film or PTFE Thread Seal Tape, the overall durability of filtration systems is significantly enhanced. Moreover, these membranes exhibit low friction properties that aid in optimizing flow rate, which is crucial in processes requiring precise filtration.
Incorporating DAC high-speed cable wrapping film alongside PTFE membranes can further improve application performance in demanding environments. While AOC high-speed cable wrapping film offers similar advantages for various uses, compatibility with PTFE’s unique characteristics elevates the reliability of systems utilizing these materials. This synergy not only extends the lifespan of equipment but also ensures a steady operational flow in industrial processes where chemical resistance is paramount.
"Utilizing advanced materials like PTFE not only improves filtration efficiency but also extends equipment reliability."

Evaluating the Performance of Teflon Membranes in Extreme Conditions
Teflon membranes exhibit unique properties that enable them to perform effectively in extreme conditions. Their excellent chemical resistance ensures stability, even when exposed to corrosive substances or high temperatures, making them ideal for demanding industrial applications. In scenarios involving high pressure or aggressive environments, PTFE membranes maintain their integrity and functionality. Moreover, the water repellency of these membranes contributes significantly to their performance, preventing clogging that could compromise filtration efficiency. End users often consider complementary products like PTFE cable wrapping tape and ACC high-speed cable wrapping film, which further enhance the overall effectiveness of systems utilizing Teflon membranes. As a result, these applications underline the reliability of PTFE technology across various industry sectors.
Durability and Lifetime of PTFE Membranes in Aggressive Environments
PTFE membranes are designed to withstand harsh conditions, making them suitable for various aggressive environments. Their molecular structure provides outstanding chemical resistance, allowing them to endure exposure to corrosive agents and high temperatures without degrading. This durability is essential in industries such as pharmaceuticals, chemicals, and food processing, where contamination control is critical. Additionally, PTFE’s excellent water repellency ensures minimal fouling and extends the operational lifetime of membranes. Regular maintenance can enhance their longevity, ensuring consistent performance even under strenuous conditions. Thus, the use of PTFE membranes results in reduced downtime and lower replacement costs, contributing to overall operational efficiency.

Advantages of Using PTFE Membrane Technology Across Different Sectors
PTFE membranes offer significant advantages across various sectors, particularly due to their robust chemical resistance and durability. These membranes effectively filter out contaminants while maintaining high flow rates, making them ideal for industrial filtration processes. In the automotive sector, for example, the use of PTFE membranes ensures long-lasting performance under harsh conditions. Furthermore, in telecommunications, the application of high speed transmission line PTFE wrapping tape and AEC high-speed cable wrapping film enhances signal integrity and protects cables from environmental factors. The versatility of PTFE expands its use in medical applications as well, where its biocompatibility contributes to safer medical devices. By providing reliable solutions to common challenges, PTFE membranes play a crucial role in improving efficiency and effectiveness across multiple industries.
How PTFE Membranes Revolutionize Filtration Solutions
PTFE membranes are transforming filtration solutions across various industries. Their unique structure allows for high retention of small particles, making them ideal for applications where precision is crucial. These membranes offer exceptional chemical resistance, ensuring that they can withstand harsh environments without deteriorating. Additionally, the water-repellent properties of PTFE mean that contaminants have less chance of clogging the filters, leading to enhanced performance and longevity. Industries are increasingly utilizing PTFE cable roll coating for its resistance to thermal and chemical degradation, which further strengthens the reliability of filtration systems. As a result, organizations benefit from reduced maintenance while maintaining high efficiency in their filtration processes.
Insights into the Water Repellency and Flow Capability of PTFE membranes
PTFE membranes are particularly valued for their remarkable water repellency, which plays a critical role in various filtration applications. This unique property ensures that water molecules do not penetrate the membrane, allowing for efficient separation of liquids and solids. Furthermore, the strong hydrophobic nature of PTFE contributes to a high flow capability, enabling fluid to pass through with minimized resistance. These membranes can manage large volumes with high speed, making them ideal for industrial settings where time and efficiency are essential. The superior performance in extreme environments showcases how PTFE technology can enhance filtration across different sectors. Additionally, when integrated into systems such as high speed and high-frequency cable wrapping films, PTFE membranes provide an additional layer of reliability and durability that reinforces their use in innovative filtration applications.
The Role of Teflon Membranes in Innovative Filtration Applications
Teflon membranes are emerging as essential components in modern filtration systems, offering unique advantages over traditional materials. Their high chemical resistance allows them to be employed in a variety of harsh environments where corrosive substances are present. Additionally, the porosity of PTFE enhances the filtration process, facilitating superior flow rates without compromising particle retention. This combination of durability and efficiency makes Teflon membranes particularly valuable in industries such as pharmaceuticals, food processing, and water treatment. With the ongoing demand for reliable filtration solutions, the adaptability of PTFE membranes positions them at the forefront of technological advancements in filtration applications. These membranes not only improve performance but also extend the lifespan of filtration systems, showcasing their pivotal role in optimizing industrial processes.
Conclusion
The utilization of PTFE membranes in various applications highlights their significant contributions to industrial processes. Their outstanding chemical resistance and durability ensure they can withstand challenging environments, thereby enhancing the efficiency and reliability of filtration systems. As industries confront more demanding conditions, the adoption of PTFE technology will likely continue to increase. This trend not only reflects a commitment to leveraging innovative materials for improved performance but also underscores the necessity for dependable filtration solutions in sectors ranging from pharmaceuticals to water treatment. By integrating PTFE membranes into their operations, businesses can realize better operational flow and reduced maintenance costs, ultimately achieving enhanced productivity.
FAQs
What are the primary applications of PTFE membranes in industrial settings?
PTFE membranes are utilized in a range of industrial applications, including automotive, aerospace, pharmaceuticals, and water treatment, due to their ability to withstand aggressive chemicals and high temperatures.
How do PTFE membranes enhance filtration processes?
Their unique structure ensures high retention rates for small particles while maintaining high flow rates, making them efficient for various filtration tasks.
What makes PTFE membranes resistant to chemical damage?
The molecular structure of PTFE allows it to resist degradation from strong acids, bases, and solvents, ensuring consistency in performance even in harsh environments.
Can PTFE membranes be used in extreme conditions?
Yes, PTFE membranes perform reliably under extreme pressure and temperature conditions while maintaining their integrity and functionality.
How does water repellency benefit the use of PTFE membranes?
The hydrophobic nature of PTFE prevents clogging from contaminants, thus prolonging the operational life of filtration systems and ensuring efficient performance.
What are the advantages of using Teflon membranes over traditional materials?
Teflon membranes offer better chemical resistance, higher durability, and improved filtration efficiency compared to many conventional materials used in filtration applications.