PTFE membranes are integral to enhancing performance across numerous industries, offering remarkable benefits in waterproofing, filtration, and sealing applications. Their unique characteristics, such as chemical resistance and high porosity, not only provide exceptional durability but also ensure effective moisture and contaminant management. Industries including aerospace, pharmaceuticals, and construction have leveraged these membranes to achieve reliable operational integrity under challenging conditions. The continuous advancements in PTFE membrane design enhance their protective capabilities further, making them essential components in optimizing both industrial processes and ensuring health and environmental safety. As these materials evolve, their application scope is likely to expand, reinforcing their significance in modern industrial practices.
Innovative Uses of PTFE Membranes in Modern Applications
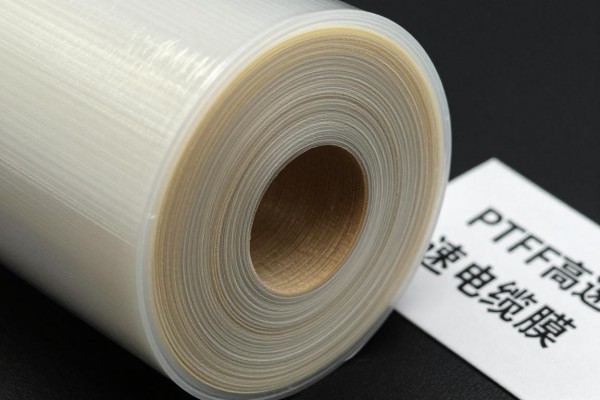
PTFE membranes have gained significant traction across various industries due to their exceptional properties. One notable application is in the realm of cabling, where products such as high speed transmission line PTFE wrapping tapeand PTFE cable wrapping tapeprovide protective solutions that enhance durability and performance. These tapes are designed to withstand harsh environmental conditions while maintaining flexibility, making them suitable for high-frequency operations. Additionally, PTFE Thread Seal Tapeand PTFE cable roll coatingensure leak-proof sealing in both industrial and residential applications. The versatility of DAC high-speed cable wrapping film, AEC high-speed cable wrapping film, and similar products allows for customized protection tailored to specific operational needs, optimizing efficiency. This variety helps address industry demands for reliability, particularly in aerospace, telecommunications, and automotive sectors where dependable performance is crucial to operational success.
Benefits of PTFE Membranes for Waterproofing Solutions
PTFE membranes offer significant advantages for waterproofing applications due to their unique chemical properties and structural characteristics. The high porosity of these membranes allows water vapor to escape while preventing liquid water penetration, making them ideal for various environments. This waterproof capability is essential in diverse industries such as outdoor apparel, construction, and pharmaceuticals, where effective moisture management is crucial. Additionally, PTFE’s resistance to chemicals further enhances the durability of waterproofing solutions. These membranes provide a lightweight and flexible option that does not compromise on performance, ensuring that products remain functional and reliable under challenging conditions. The incorporation of PTFE membranes can lead to longer-lasting materials and improved user experiences across multiple sectors.

Enhancing Filtration Efficiency with PTFE Membrane Technology
PTFE membranes are revolutionizing filtration processes across various sectors by leveraging their unique properties. The micro-porous structure of PTFE allows for exceptional air and liquid permeability while effectively blocking contaminants, ensuring high filtration efficiency. Applications like air purification and industrial filtration benefit immensely from the advanced capabilities of PTFE membranes, which facilitate the removal of particulate matter and bacteria without impeding airflow. Additionally, innovations such as PTFE cable roll coating and DAC high-speed cable wrapping film integrate these membranes into cable manufacturing, enhancing moisture resistance and overall reliability. For high-frequency applications, utilizing high-speed wrapping films can prevent signal loss due to environmental exposure.
"In filtration applications, PTFE’s resilience against chemicals and heat significantly improves performance and longevity."

PTFE Membranes as Reliable Sealing Solutions in Various Industries
PTFE membranes are increasingly recognized for their effectiveness as sealing solutions in multiple sectors. The unique properties of these membranes, such as chemical resistance and durability, make them ideal for use in aerospace, automotive, and pharmaceutical applications. They provide reliable barriers against moisture and corrosive substances, ensuring the integrity of sensitive components. Additionally, the use of PTFE wrapping film enhances the sealing process by preventing leakage in critical environments. With their ability to maintain high performance under extreme conditions, PTFE membranes significantly improve operational reliability and safety across various industries. Their versatility and effectiveness position them as a go-to choice for engineers seeking dependable sealing options.
The Role of PTFE Membranes in Optimizing Industrial Processes
PTFE membranes play a vital role in enhancing industrial processes, particularly in cable management and sealing applications. For example, PTFE cable wrapping tape provides excellent insulation and protection against environmental factors, ensuring long-lasting performance. Similarly, AEC high-speed cable wrapping film is engineered for quick application while maintaining optimal protection against moisture and dust. In contrast, AOC high-speed cable wrapping film enhances flexibility and durability, making it suitable for complex installations. The chemical resistance and high porosity of PTFE membranes significantly improve efficiency in filtration systems while ensuring reliability in demanding environments. This versatility makes PTFE membranes indispensable across industries, where optimizing processes and maintaining operational integrity are paramount.
Advancements in PTFE Membrane Design for Enhanced Protection
Recent innovations in PTFE membrane design have significantly enhanced their protective capabilities across various industries. New fabrication techniques have led to membranes with increased porosity, enabling better air and moisture management while retaining high filtration efficiency. These membranes are engineered to withstand challenging environmental conditions, making them ideal for applications in pharmaceuticals, military gear, and outdoor clothing. Additionally, advancements such as the integration of high-speed transmission line PTFE wrapping tape have further improved sealing solutions by providing robust protection against moisture ingress and contamination. This continuous evolution in membrane technology not only bolsters the reliability of products but also ensures compliance with stringent safety standards, showcasing the versatility and effectiveness of PTFE membranes in modern applications.
Maximizing Performance and Reliability with PTFE Membranes
PTFE membranes play a critical role in enhancing performance and reliability across various applications. Their unique properties make them ideal for demanding environments, such as chemical processing and medical applications. For instance, the use of PTFE Thread Seal Tape ensures leak-proof seals in plumbing and industrial settings, minimizing the risk of fluid leaks. Additionally, these membranes’ high porosity allows for excellent air permeability while maintaining effective filtration capabilities. This ensures that contaminants are filtered out efficiently, making them invaluable in sectors like pharmaceuticals and food processing. Furthermore, their resistance to chemicals enhances durability and longevity, solidifying PTFE membranes as a go-to solution for businesses aiming to optimize their operational efficiency while ensuring safety in their processes.
Critical Applications of PTFE Membranes in Health and Environmental Safety
PTFE membranes play a vital role in ensuring health and environmental safety across multiple sectors. In the medical field, these membranes are used in sterile environments, effectively filtering out harmful bacteria and particles, thereby reducing the risk of infection. Their chemical resistance makes them suitable for pharmaceutical applications, where they are essential in drug packaging and delivery systems. Additionally, PTFE membranes are utilized in air and water filtration systems. They provide high filtration efficiency while allowing for effective airflow and liquid passage, thereby promoting cleaner environments. Industries such as chemicals and waste management rely on these membranes for air purification, ensuring pollutants are effectively captured without compromising system operation. By enhancing safety protocols through advanced filtration techniques, PTFE membranes contribute significantly to both personal health and environmental sustainability efforts.
Conclusion
The versatility of PTFE membranes is evident across a wide range of industries, contributing to improved performance and safety. Their exceptional resistance to chemicals and high temperatures ensures reliability in critical applications like sealing, filtration, and waterproofing. As industries continue to evolve, the ongoing advancements in PTFE membrane technology will likely enhance their capabilities further, addressing the growing demands for efficiency and sustainability. By implementing these innovative membranes into various processes, businesses can optimize operational integrity while promoting health and environmental safety. The critical role PTFE membranes play underscores their value as essential components in modern industrial applications.
FAQs
What are the primary benefits of using PTFE membranes in industrial applications?
PTFE membranes offer excellent chemical resistance, high-temperature tolerance, and superior filtration capabilities, making them ideal for critical industrial uses.
How do PTFE membranes enhance waterproofing solutions?
The unique porosity of PTFE membranes allows water vapor to escape while blocking liquid water, providing effective waterproofing in diverse environments.
Can PTFE membranes be used in medical applications?
Yes, PTFE membranes are utilized in medical settings for their ability to filter out harmful particles and bacteria, ensuring sterile conditions.
What role do PTFE membranes play in environmental safety initiatives?
PTFE membranes are essential in air and water filtration systems, effectively capturing pollutants and contributing to cleaner environments for health and safety.
How do advancements in PTFE membrane technology impact performance?
Recent innovations improve the structural design of PTFE membranes, enhancing their protective capabilities and ensuring compliance with strict industry standards.