PTFE membranes significantly enhance industrial applications through their remarkable characteristics and functionality. Their high chemical resistance allows for use in environments that involve aggressive substances, ensuring long-term reliability. Coupled with thermal stability, these membranes maintain performance even under extreme conditions. The incorporation of PTFE solutions, such as high-speed cable wrapping films, aids in protecting against wear, which ultimately reduces maintenance needs and operational disruptions. Furthermore, successful implementations across diverse sectors demonstrate their versatility and effectiveness in improving operational efficiency. These attributes collectively make PTFE membranes a strategic choice for industries aiming to uphold performance standards and minimize downtime.
Innovative Uses of PTFE Membranes in Industrial Applications
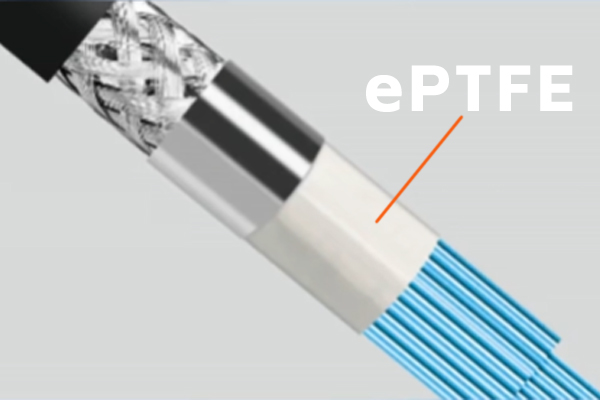
PTFE membranes have become increasingly popular in various industrial settings due to their unique properties. Their high chemical resistance makes them suitable for challenging environments, particularly where aggressive substances are present. They excel in applications utilizing high-speed transmission line PTFE wrapping tape, which helps ensure reliable signal integrity. Moreover, the use of PTFE wrapping filmprovides additional durability for protective layers in cable management. It’s essential to recognize the specific needs of each application when selecting membrane types; for instance, PTFE Thread Seal Tapeis ideal for sealing threaded connections, whereas PTFE cable wrapping tapeis focused on cable protection and insulation.
When discussing applications requiring high performance, DAC, AEC, AOC, and ACC high-speed cable wrapping films stand out for their remarkable ability to maintain performance under stress. The longevity and effectiveness of these PTFE membrane solutions significantly contribute to reducing downtime and maintenance costs in industrial operations.
"Choosing the right membrane material can significantly impact the reliability of your industrial applications."

Exploring the Advantages of PTFE Membranes for Improved Durability
PTFE membranes offer numerous advantages that contribute to their enhanced durability in various applications. Known for their high chemical resistance, these membranes can endure aggressive environments without degradation. This quality is crucial in industries where exposure to harsh chemicals is common. The reliability of PTFE materials extends to products like high-speed transmission line PTFE wrapping tape and PTFE thread seal tape, both designed to maintain integrity under high pressures and temperatures. These tapes leverage the exceptional strength and stability of PTFE, ensuring long-lasting performance even in demanding conditions. Moreover, the innovative design of PTFE membranes promotes resistance to wear and tear, further extending their lifespan and reducing replacement costs. Such benefits make PTFE a preferred choice for industries focused on operational efficiency and overall durability.
Why Choose Membran PTFE for Enhanced Chemical Resistance?
Membran PTFE is increasingly recognized for its superior chemical resistance, making it an ideal choice for various industrial applications. Its ability to withstand harsh chemicals ensures durability and reliability, even in aggressive environments. When used in combination with high-performance products like AEC high-speed cable wrapping film and ACC high-speed cable wrapping film, Membran PTFE enhances the overall performance of cable systems by offering resistance to wear and tear. This is particularly critical for high-speed and high-frequency cable wrapping film applications, where maintaining integrity under stress is essential. By incorporating Membran PTFE solutions, industries can expect extended life cycles and reduced maintenance costs, enhancing operational efficiency across the board. The unique properties of PTFE not only contribute to robust chemical resistance but also elevate product performance in demanding conditions.

Key Features of High-Performance Membrane in PTFE Solutions
High-performance membranes in PTFE solutions are designed with several key features that contribute to their efficiency and longevity. One notable aspect is the unique construction, which often involves a two-piece design that allows for improved sealing and minimizes point loading. This design enhances the durability of the membrane, making it suitable for demanding industrial applications. Additionally, the use of 100% virgin PTFE ensures that the contact face is chemically inert, which significantly improves corrosion resistance. This characteristic is crucial for environments where aggressive chemicals are present. Moreover, these membranes can withstand high pressure ratings, making them reliable under various operational conditions. For specific applications such as cable wrapping, solutions like AOC high-speed cable wrapping film demonstrate how these membranes can effectively provide additional protection and performance enhancement in challenging scenarios.
Understanding the Longevity of Membrana Teflon in Harsh Environments
Membrana Teflon exhibits remarkable longevity when used in harsh environments, primarily due to its exceptional chemical resistance and thermal stability. Unlike other materials, PTFE membranes maintain their structural integrity even under extreme conditions. This quality is essential for industries handling corrosive substances. The use of PTFE cable wrapping tape further enhances the durability of these systems by providing additional protection against environmental factors. Its ability to resist degradation ensures that the membrane functions effectively over time, reducing maintenance needs and operational downtime. Consequently, choosing Membrana Teflon allows for reliable performance in challenging settings, making it a preferred option for various industrial applications.
Impact of PTFE Membrane Technology on Performance Reliability
The reliability of performance in industrial applications hinges significantly on the integrity of the materials used. PTFE membranes are recognized for their superior performance characteristics, primarily due to their unique chemical structure that offers outstanding resistance to a wide array of corrosive substances. This capability ensures consistent functionality in challenging environments, where conventional materials may falter. Moreover, the design of PTFE membranes minimizes the risk of point loading and enhances sealing efficiency, which are critical factors for maintaining system integrity. The durable nature of these membranes also means less frequent replacements, leading to reduced downtime and maintenance costs. Overall, PTFE membrane technology stands as a key player in ensuring sustained reliability within various industries, contributing to enhanced operational efficiency and longevity.
Successful Case Studies: PTFE Membranes in Action
PTFE membranes have been successfully implemented in various industrial applications, showcasing their ability to withstand harsh conditions. In the pharmaceutical industry, for example, PTFE membranes have improved filtration processes by ensuring the integrity and purity of products. A case study from a leading pharmaceutical manufacturer reported a significant reduction in contamination levels after switching to a PTFE membrane system. Similarly, in chemical processing, companies have utilized PTFE membranes to enhance efficiency and safety when handling corrosive substances. One notable example involved a chemical plant that faced frequent equipment failures with traditional materials; the introduction of PTFE membranes resulted in longer operational life and reduced maintenance costs. These cases illustrate how adopting PTFE membrane technology can lead to improved performance and reliability across various sectors.

The Future of Membrane Solutions: Advancements in PTFE Technology
The evolution of PTFE technology is driving significant advancements in membrane solutions across various sectors. As industries demand higher efficiency and performance, innovative materials like PTFE wrapping film are gaining traction for their unmatched chemical resistance and durability. These advancements enable manufacturers to develop membranes that not only withstand harsh environments but also enhance overall productivity. For instance, new formulations of PTFE composites are being designed to improve mechanical properties while reducing weight, offering even greater versatility in application. As research progresses, we can expect to see more tailored solutions that address specific challenges in sectors such as chemical processing and pharmaceuticals, ultimately leading to safer and more efficient operational environments.
Conclusion
The role of PTFE membranes in industrial applications underscores their importance due to their unique properties. By offering excellent chemical resistance and thermal stability, these membranes ensure reliable performance in demanding environments. The ability of PTFE solutions to maintain integrity under varying conditions minimizes maintenance and operational downtime. Successful case studies highlight their effectiveness across sectors, from pharmaceuticals to chemical processing, reflecting their versatility and adaptability. As industries continue to evolve, the advancement of PTFE technology will likely yield new solutions that further enhance efficiency and reliability in applications. The ongoing development in this field indicates a bright future for PTFE membrane solutions in sustaining high performance across various industrial applications.
FAQs
What is a PTFE membrane?
A PTFE membrane is a thin layer made from polytetrafluoroethylene, known for its high chemical resistance and thermal stability, making it suitable for demanding industrial applications.
What industries benefit from PTFE membranes?
Industries such as pharmaceuticals, chemical processing, and electronics utilize PTFE membranes due to their reliability in harsh environments and ability to maintain performance over time.
How does chemical resistance of PTFE membranes affect performance?
The superior chemical resistance of PTFE membranes ensures they do not degrade when exposed to aggressive substances, leading to consistent performance and reduced downtime in industrial settings.
Can PTFE membranes withstand high temperatures?
Yes, PTFE membranes can endure high-temperature conditions without losing structural integrity, making them ideal for applications where thermal stability is crucial.
What advantages do high-speed cable wrapping films offer with PTFE materials?
High-speed cable wrapping films made from PTFE provide excellent protection against wear and tear while maintaining signal integrity under stress, contributing to enhanced system reliability.