The use of ePTFE membranes is transforming various sectors through their advantageous properties such as low flammability, excellent thermal stability, and strong chemical resistance. In electrical insulation, these membranes help reduce dielectric losses and enhance performance in high-speed communication cables. Their incorporation not only increases operational efficiency but also extends the lifespan of electrical components. In pharmaceutical packaging, ePTFE membranes are essential for maintaining product integrity by serving as effective barriers against contamination and leakage. Furthermore, their capabilities in harsh chemical environments highlight their versatility across applications. These advancements underscore the critical role ePTFE membranes play in ensuring safety and reliability across different industries.
Innovative Applications of ePTFE Membranes in Electrical Insulation
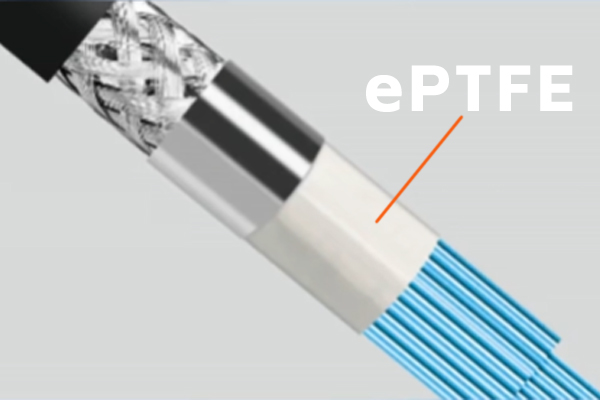
ePTFE membranes are making significant strides in enhancing electrical insulation applications, especially in high-speed transmission lines and communication cables. The unique properties of ePTFE, such as low dielectric constants and excellent thermal stability, make it an ideal choice for various forms of insulation, including PTFE wrapping tape and PTFE wrapping film. This innovation helps reduce conductor and dielectric losses, resulting in better performance for high-speed cables like DAC high-speed cable wrapping film and AEC high-speed cable wrapping film. Additionally, the use of PTFE Thread Seal Tape ensures a secure sealing solution where moisture resistance is critical. The deployment of PTFE cable wrap tape is further enhancing insulation effectiveness for both RF cables and other electronic circuitry, providing reliable protection against interference and damage.
"Innovative materials like ePTFE set the standard for a new era in electrical safety."
These membranes not only improve operational efficiency but also extend the longevity of electrical components by preventing thermal degradation under extreme conditions. With advancements such as ACC high-speed cable wrapping film and AOC high-speed cable wrapping film, manufacturers can produce more robust solutions that contribute to overall system reliability. As industries continue to push for higher performance, ePTFE’s application as an electrical insulator becomes increasingly critical.
Elevating Electrical Safety with ePTFE Membranes
The integration of ePTFE membranes in electrical insulation significantly enhances safety standards, especially in communication cables. These membranes, characterized by their low flammability and superior thermal stability, mitigate risks commonly associated with traditional materials such as polyethylene and polyvinyl chloride. Notably, the use of PTFE wrapping film in AEC high-speed cable wrapping film and AOC high-speed cable wrapping film systems ensures reduced dielectric loss while maintaining structural integrity under stress. This advanced insulation solution not only addresses temperature fluctuations but also improves overall performance by ensuring reliable signal transmission. As industries continue to prioritize safety and efficiency, the adoption of ePTFE membranes stands out as a forward-thinking approach to upgrading electrical safety protocols.

ePTFE Membranes: Transforming Pharmaceutical Packaging Solutions
ePTFE membranes have become a critical component in the pharmaceutical packaging sector, offering superior performance and reliability. Their chemical resistance makes them ideal for use in packaging lids and chemical reaction containers, effectively preventing leakage during transport. The robustness of these membranes is crucial, especially in environments that require strong protection against acids and bases. Furthermore, the integration of ePTFE membranes assists in maintaining the integrity of sensitive medications by forming a reliable barrier that reduces contamination risks. This reliable sealing capability is complemented by innovative applications such as the ACC high-speed cable wrapping film, which employs similar materials to enhance performance across various industries. With their ability to withstand demanding conditions while ensuring safety and effectiveness, ePTFE membranes are setting new standards in pharmaceutical packaging solutions.
Enhanced Performance in Communication Cables with ePTFE
ePTFE membranes are revolutionizing the performance of communication cables, specifically in high-speed transmission. Unlike traditional materials like polyethylene and PVC, ePTFE offers superior thermal stability and low flammability, ensuring safe operation in demanding environments. The integration of high speed transmission line PTFE wrapping tape provides exceptional insulation, reducing conductor loss and dielectric loss significantly. Additionally, the use of PTFE Thread Seal Tape enhances the overall durability of connections between cables, safeguarding them from moisture and environmental factors. With DAC high-speed cable wrapping film, manufacturers are achieving optimal electrical performance along with increased reliability. Collectively, these innovations not only meet industry standards but also pave the way for advanced communication solutions that support higher data rates and improved signal integrity.

The Role of ePTFE Membranes in Medical Device Integrity
ePTFE membranes play a vital role in ensuring the integrity of medical devices, particularly in applications requiring precise gas management. Their unique porous structure enables consistent gas permeability, which is crucial for functions such as reagent injection in microfluidic devices. By providing stable pressure control, ePTFE assists in preventing contamination and enhances the accuracy of medical tests. Additionally, the chemical inertness of ePTFE membranes allows them to resist corrosive substances commonly found in medical applications, ensuring reliability during use. These membranes also exhibit high water pressure resistance and microbial barrier capabilities, making them ideal for safeguarding sensitive components in various medical and laboratory devices.

Exploring the Benefits of ePTFE Membranes in Chemical Resistance
ePTFE membranes exhibit remarkable chemical resistance, making them highly suitable for applications involving harsh environments. Their ability to withstand strong acids and bases without degrading ensures safety and reliability in various industries. This feature is particularly advantageous in pharmaceutical packaging, where the integrity of sensitive materials is critical. Additionally, the incorporation of ePTFE in high-speed and high-frequency cable wrapping film enhances performance by protecting cables from chemical exposure that could otherwise compromise their functionality. This property not only extends the lifespan of electrical components but also ensures consistent operation under challenging conditions. As industries continue to seek advanced materials, the chemical resistance of ePTFE membranes positions them as a key player in innovative packaging and insulation solutions.
Revolutionizing Sealing Efficacy: ePTFE Applications in Packaging
ePTFE membranes are making a significant impact in packaging, particularly within pharmaceutical settings. These membranes serve as highly effective seals that not only provide protection against contamination but also enhance the overall integrity of products. Their unique structure grants them resistance to a variety of chemicals, making them ideal for containers that handle corrosive substances. The application of ePTFE, particularly in combination with PTFE cable wrapping tape, offers added durability and reliability, ensuring that packaging maintains its efficacy even under challenging conditions. The lightweight nature of ePTFE allows for efficient manufacturing while providing excellent barriers against moisture and gases. As industries increasingly prioritize safety and performance, ePTFE membranes are set to play a vital role in advancing packaging solutions across fields.
Maximizing Reliability with ePTFE Membrane Technology
ePTFE membranes stand out for their capability to enhance reliability across various applications, particularly in electrical insulation and pharmaceutical packaging. In the realm of electrical safety, the material’s high thermal stability and low flammability make it an ideal choice for communication cables, where traditional materials often fall short. These membranes contribute to superior performance by reducing dielectric loss and providing a robust barrier against moisture. Simultaneously, in pharmaceutical packaging, ePTFE gaskets ensure chemical resistance and leak-proof integrity, essential for maintaining product safety during transport. The use of PTFE cable roll coating further underscores the versatility of ePTFE technology in improving overall product durability. This combination of features helps ensure minimal risk in complex environments, thereby bolstering user confidence in critical applications.
Conclusion
The integration of ePTFE membranes marks a transformative step in both electrical insulation and pharmaceutical packaging applications. Their unique properties, including low flammability, excellent thermal stability, and strong chemical resistance, contribute significantly to enhancing safety and reliability. In electrical insulation, ePTFE membranes minimize dielectric losses while ensuring robust protection against moisture and environmental factors. Likewise, in pharmaceutical packaging, these membranes maintain product integrity by forming effective barriers against contamination and chemical exposure. As industries continue to innovate, the use of ePTFE technology is becoming increasingly essential for improving performance standards across various sectors, ultimately driving advancements in safety protocols and packaging solutions.
FAQs
What are ePTFE membranes?
ePTFE membranes are expanded polytetrafluoroethylene materials that offer excellent thermal stability, low flammability, and remarkable chemical resistance, making them suitable for various applications.
How do ePTFE membranes enhance electrical insulation?
They improve electrical insulation by reducing dielectric losses and providing effective barriers against moisture and environmental factors which protect sensitive components in communication cables.
What role do ePTFE membranes play in pharmaceutical packaging?
They maintain product integrity by forming reliable barriers that prevent contamination and chemical exposure, ensuring the safety of sensitive medications during transport.
Are ePTFE membranes effective against chemicals?
Yes, their strong chemical resistance allows them to withstand harsh substances, making them beneficial in environments that require robust protection against acids and bases.
How do ePTFE membranes contribute to medical device reliability?
Their unique porous structure supports consistent gas permeability and stable pressure control, crucial for preventing contamination in medical applications.