The applications of ePTFE membranes consistently demonstrate their versatility and effectiveness across various industries. The superior thermal stability and low flammability of ePTFE make it an ideal choice for communication cable insulation, enhancing signal integrity while minimizing performance degradation. In medical applications, ePTFE gaskets offer reliable protection against contamination, ensuring safe storage of sensitive materials. The membranes also play a critical role in chemical container solutions, providing leak-proof capabilities for harsh substances. Furthermore, their unique properties contribute to the reliability of electronic components, safeguarding them from environmental factors. As demands for high-performance materials grow, the role of ePTFE membranes in insulation and packaging technologies continues to be indispensable.
Versatile Applications of ePTFE Membranes in Communication Cable Insulation
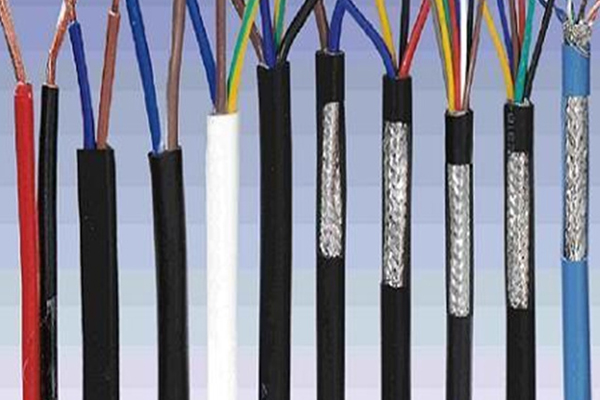
ePTFE membranes are pivotal in enhancing the performance of communication cable insulation. Their unmatched thermal stability and low flammability make them an excellent choice for high-speed transmission lines. The integration of high-speed and high-frequency cable wrapping films, such as DAC, AEC, AOC, and ACC variants, ensures optimal signal integrity while minimizing attenuation losses. Additionally, PTFE wrapping tape is widely used to provide extra protection against environmental factors that could affect cable performance. The use of PTFE thread seal tape further improves sealing capabilities around connectors and junctions. As a result, ePTFE membranes not only offer superior insulation properties but also facilitate advanced electrical characteristics necessary for modern communication networks.
"When selecting materials for cable insulation, prioritize those like ePTFE that offer both durability and performance."

Unmatched Thermal Stability of ePTFE Membranes for Electrical Applications
ePTFE membranes exhibit exceptional thermal stability, making them a preferred choice in electrical applications, especially for insulation in communication cables. Unlike traditional materials such as polyethylene and PVC, ePTFE remains stable under varying temperatures, preventing degradation and maintaining performance integrity over time. This stability minimizes the risk of combustion and reduces smoke generation during operation. Additionally, ePTFE’s low flammability further enhances its suitability for environments where fire safety is a concern. The membrane’s excellent electrical characteristics contribute to high-frequency signal transmission by ensuring a low dielectric constant, which helps in reducing energy losses. This combination of properties supports the reliability of systems that rely on precise signal integrity and thermal resilience, highlighting ePTFE’s important role in modern technological advancements.

Revolutionizing Medical Packaging with ePTFE Gaskets
ePTFE gaskets are transforming the medical packaging landscape by providing reliable, leak-proof solutions for a variety of chemical containers. Their exceptional resistance to harsh chemicals, including strong acids, ensures that sensitive materials are safely stored and transported without the risk of leakage. This quality is particularly crucial for disinfectants and other potent substances used in healthcare settings. The microporous structure of ePTFE not only enhances its chemical resistance but also allows for flexibility during installation, making it easy to achieve a secure fit across different container types. As concerns about contamination and safety continue to rise in the medical field, ePTFE gaskets offer robust performance, meeting stringent standards required for medical packaging applications. This innovative solution not only protects valuable contents but also supports compliance with regulatory requirements, further establishing ePTFE as a key material in medical device manufacturing.
The Role of ePTFE Membranes in Safe Chemical Container Solutions
ePTFE membranes are increasingly recognized for their critical role in safe chemical container solutions, especially for applications involving corrosive substances. These membranes provide excellent resistance to strong acids, ensuring that containers for disinfectants like peracetic acid remain leak-proof during storage and transport. The unique properties of ePTFE not only prevent unintended leaks but also maintain the integrity of the chemicals contained within. In high-performance environments, incorporating materials like ACC high-speed cable wrapping film alongside ePTFE membranes can further enhance overall safety and efficiency. By utilizing this innovative technology, industries can ensure higher reliability in their chemical handling processes, minimizing risks associated with dangerous substances.
Enhancing Signal Integrity in Communication Cables Using ePTFE
ePTFE membranes are increasingly used in communication cables due to their exceptional electrical properties and superior thermal stability. Unlike traditional materials, these membranes excel in high-speed and high-frequency cable applications, ensuring minimal signal loss. The low dielectric constant of ePTFE contributes to its effectiveness, allowing for enhanced signal integrity over long distances. Furthermore, materials such as PTFE cable wrapping tape provide additional insulation and protection against environmental factors. The combination of ePTFE membranes and high-performance wrapping films helps in maintaining reliable communication infrastructure, particularly in demanding environments where precision is crucial. As industries continue to evolve, the demand for innovative solutions like ePTFE will remain vital in optimizing communication technologies.

ePTFE Microfluidic Chips: Innovations for Medical Testing Devices
ePTFE microfluidic chips are transforming the landscape of medical testing devices by providing precise control over fluid dynamics. Their unique microporous structure allows for constant airflow while withstanding high pressures, making them ideal for ensuring accurate reagent flow rates. This innovation is particularly significant in applications where contamination poses a risk. The integration of ePTFE with advanced technology like PTFE cable roll coating and AOC high-speed cable wrapping film enhances the reliability of electronic components housed within medical devices, thereby optimizing overall performance. With their exceptional chemical resistance and durability, ePTFE microfluidic chips contribute to improved testing accuracy and efficiency in modern healthcare solutions.
The Unique Properties of ePTFE Membranes in Electronics Protection
ePTFE membranes offer exceptional protection for electronic components due to their unique structural integrity and material properties. Their inherent hydrophobic characteristics help in preventing moisture ingress, which is critical for safeguarding sensitive electronics from corrosion and short circuits. Furthermore, ePTFE membranes are highly resistant to environmental factors such as chemicals and UV radiation, ensuring long-term durability. The low dielectric constant of ePTFE minimizes signal loss, making it an ideal choice for high-frequency applications. This combination of moisture resistance, chemical resilience, and excellent electrical properties makes ePTFE a reliable material for electronic insulation solutions across various industries.
Exploring the Gas-Permeable Characteristics of Tetratex Membranes
Tetratex membranes exhibit remarkable gas-permeable characteristics, making them ideal for various applications, particularly in the fields of sensors and electronics. These membranes feature a unique microporous structure that retains hydrophobic properties, allowing gases to pass through while effectively blocking liquid water. This property is crucial for maintaining the integrity of sensitive electronic components exposed to environmental moisture. Additionally, Tetratex membranes contribute to improved performance in electronic devices by preventing condensation, which could lead to short circuits or malfunction. The combination of gas permeability and water resistance enhances the reliability of products such as weather-resistant sensors and protective housings for electronic assemblies. As industries continue to seek innovative materials that can withstand harsh conditions while ensuring operational efficiency, Tetratex membranes stand out as a versatile solution that meets both performance and durability demands.
Conclusion
The versatility of ePTFE membranes across various industries underscores their significance in modern applications. Their unique properties, such as thermal stability, chemical resistance, and superior electrical performance, position them as a critical component in both communication cables and medical packaging solutions. By providing reliable insulation and protection for electronic components and enabling safer handling of chemicals, ePTFE membranes play an integral role in advancing technology. As industries continue to evolve, the demand for high-performance materials like ePTFE will remain essential for ensuring safety and efficiency in numerous applications. This aligns with the ongoing pursuit of innovation aimed at meeting the complex needs of contemporary markets.
FAQs
What are the main advantages of ePTFE membranes in insulation applications?
ePTFE membranes provide exceptional thermal stability, low flammability, and superior electrical properties, making them ideal for high-performance insulation in communication cables.
How do ePTFE gaskets enhance medical packaging?
ePTFE gaskets ensure leak-proof seals, offering robust chemical resistance that protects sensitive materials in medical packaging from degradation and contamination.
Can ePTFE membranes be used in harsh chemical environments?
Yes, ePTFE membranes exhibit excellent resistance to strong acids and chemicals, making them suitable for safe storage solutions for corrosive substances.
What role does ePTFE play in improving signal integrity?
ePTFE membranes maintain low dielectric constants and provide effective insulation that enhances signal integrity in high-speed communication cables.
How are ePTFE microfluidic chips utilized in healthcare?
ePTFE microfluidic chips control fluid dynamics precisely, ensuring accurate reagent flow rates essential for medical testing devices while preventing contamination.
What makes ePTFE a reliable choice for electronics protection?
The hydrophobic properties of ePTFE prevent moisture ingress and protect sensitive electronic components from corrosion and short circuits, ensuring longevity and reliability.