important Takeaways
ePTFE membranes exhibit a unique combination of properties that improve their usability across multiple applications. Their superior chemical resistance and thermal stability allow them to perform reliably in vulnerable environments, such as insulation for cables and medical packaging. With advancements in technology, manufacturers can produce membranes that better address specific industry demands, such as enhanced filtration efficiency in microfluidics. This adaptability makes ePTFE an ideal choice for sectors requiring robust materials that maintain integrity under extreme conditions. Furthermore, the lightweight and flexible nature of ePTFE aids in various cutting-edge applications, from automotive components to wearable technology. As industries evolve, ongoing innovations in ePTFE technology are likely to reveal new insights and uses.
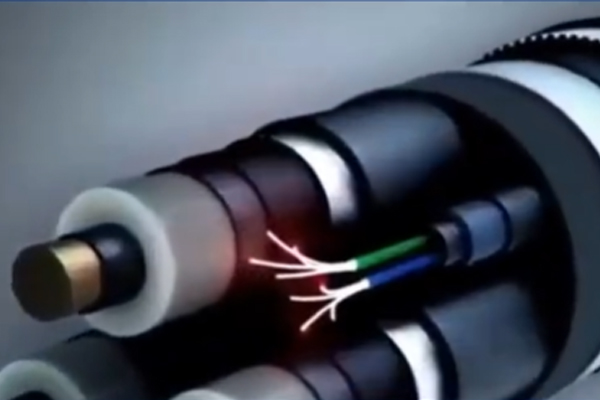
ePTFE Membrane in Insulation
ePTFE membranes serve a vital role in insulation, particularly in wire and cable applications. Their superior thermal stability and low flammability make them ideal for transmitting signals in high-speed environments. When used as insulation, the membranes not only contribute to safety by minimizing smoke emission during combustion but also boost the overall performance of various cable types, such as those utilizing PVC and PE. Specific applications include the use of high speed transmission line PTFE wrapping tape and PTFE cable wrapping tape, which are designed to withstand demanding conditions without compromising insulation integrity. Furthermore, products like DAC high-speed cable wrapping film demonstrate ePTFE’s versatility across different cable requirements while ensuring reliable operation under high-frequency conditions. The ability of ePTFE to maintain performance across a broad range of temperatures illustrates its importance in modern insulation solutions, paving the way for original technologies in the wire and cable industry.
Advancements in ePTFE Technology
Recent advancements in ePTFE technology have significantly broadened its applications across various sectors. The material’s unique porous structure enhances its utility, leading to innovations such as improved membrane designs that maximize filtration efficiency while maintaining strength. These new designs allow for greater customization, which adapts the membranes for specific tasks, such as filtering corrosive chemicals or managing airflow in sensitive environments.
"The advancements in ePTFE technology empower industries to tackle unique challenges with tailored solutions."
Moreover, manufacturing processes have evolved, enabling the production of ePTFE membranes that exhibit improved electrical properties and thermal stability. This evolution addresses the increasing demand for reliable insulation materials in high-performance wire and cable applications. As the technology develops, engineers can create products that not only meet stringent safety standards but also boost functionality by minimizing noise and heat losses, ultimately paving the way for greater efficiency and reliability in various applications.
ePTFE for Medical Packaging
ePTFE plays a significant role in medical packaging, particularly in the secure containment of sensitive materials. Its properties make it ideal for creating leak-proof gaskets that ensure the integrity of containers holding strong acids, such as peracetic acid disinfectants. This capability is vital, as it helps prevent contamination and maintains the effectiveness of the materials inside. The chemical resistance of ePTFE allows it to function across a broad pH range, ensuring safe transport and usage in various medical applications. The lightweight and flexible nature of ePTFE also contributes to ease of handling during packaging processes. Furthermore, its durability ensures that products remain secure throughout transit and storage, minimizing the risk of leakage or degradation. Overall, ePTFE contributes significantly to patient safety and product reliability in medical environments by meeting stringent packaging standards.

Insulation solutions with ePTFE
ePTFE membranes serve as exceptional insulation materials for various applications within the wire and cable industry. Their low dielectric constant facilitates optimal signal transmission, making them ideal for environments where electrical efficiency is critical. Unlike traditional materials such as polyethylene and PVC, ePTFE exhibits remarkable thermal stability, which significantly reduces flammability risks. This quality is critical in applications where maintaining low smoke emissions is essential for safety. In radio frequency cables, the ability of ePTFE to withstand varying frequencies without compromising performance stands out, leading to consistent and reliable signal quality.
Furthermore, the chemical resistance of ePTFE permits its use in environments where exposure to corrosive substances is a factor, enhancing the longevity and reliability of cable insulation in harsh conditions. This versatility positions ePTFE as a preferred choice for high-performance insulation solutions across different sectors. The following table illustrates a comparative analysis of ePTFE with conventional insulating materials regarding main properties:
| Property | ePTFE | Polyethylene (PE) | Polyvinyl Chloride (PVC) |
|---|---|---|---|
| Thermal Stability | High | Moderate | Low |
| Flammability | Low | Moderate | High |
| Smoke Emission | Minimal | Moderate | High |
| Chemical Resistance | Excellent | Limited | Limited |
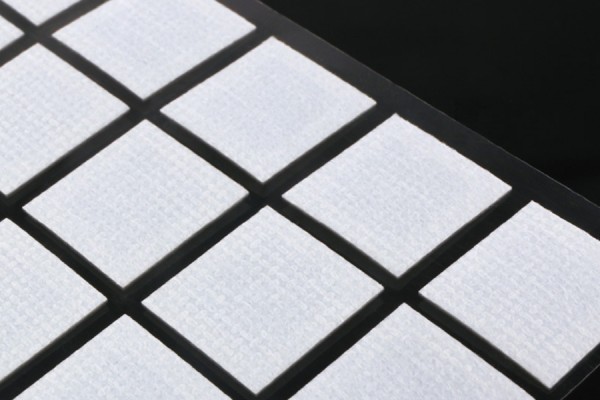
Microfluidics using ePTFE
ePTFE is transforming microfluidic applications by allowing precise control over fluid movement in small channels. The porous nature of ePTFE membranes is instrumental in enabling optimal airflow, while effectively preventing the ingress of contaminants. This property is particularly beneficial in medical testing, where accuracy is crucial. For instance, ePTFE microfluidic chips facilitate the injection of reagents into channels measuring nanometers, operating efficiently under high pressures exceeding 100 kPa. This capability ensures consistent flow rates, achieving up to 150 ml/min/cm at pressures around 7 kPa.
The use of ePTFE not only enhances performance but also maintains chemical compatibility across a broad pH range (1-14), making these membranes suitable for various corrosive environments. The application of ePTFE in microfluidics supports advancements in analytical techniques and contributes to safer results in sensitive testing scenarios. These membranes are increasingly deployed in laboratories where reliability and precision remain paramount, demonstrating ePTFE’s significant role across diverse fields beyond insulation and packaging.
ePTFE Membranes in Cables
ePTFE membranes serve as advanced insulation materials in cable manufacturing. Their superior thermal stability helps maintain performance under high-temperature conditions, which is important for long-lasting applications. Unlike traditional insulation materials such as polyethylene and PVC, ePTFE generates minimal smoke and lower combustion heat, making it a safer alternative in fire-prone environments. Electrical properties, including low dielectric constants and moisture resistance, ensure that ePTFE membranes offer reliable signal transmission capabilities. The effectiveness of these membranes is displayed in radio frequency cables, where they minimize attenuation due to conductor resistance and dielectric losses. This enhancement aids in maintaining signal integrity over longer distances. The robust chemical resistance of ePTFE also contributes to its suitability for various cable environments, protecting against corrosive elements that can cause degradation over time. As the wire and cable industry continues to evolve, the unique qualities of ePTFE membranes position them as a vital component in high-performance cable systems.
Chemical resistance of ePTFE
ePTFE demonstrates exceptional chemical compatibility, functioning effectively across a wide pH range from 1 to 14. This broad resistance allows it to filter a variety of corrosive substances without degrading. Applications in industrial settings leverage this property, ensuring safe handling and transportation of chemicals that would typically harm traditional materials. For instance, in environments where strong acids and bases are present, ePTFE membranes maintain integrity and performance under stress, which minimizes equipment failure risks. Its hydrophobic nature permits air passage while blocking liquids, enhancing its utility in air filtration systems where moisture resistance is necessary. Coupled with various oil-repellent treatments, ePTFE is better equipped for scenarios involving water-blocking applications, proving to be a reliable choice for both insulation and filtration solutions in demanding conditions. This resistance not only preserves the functionality of the membranes but also extends their lifespan in challenging environments.
new Uses for ePTFE
ePTFE membranes are making strides in various sectors beyond insulation and medical applications. One notable use is in filtration systems, where their chemical resistance enables effective separation of corrosive substances. This capacity is essential in industrial settings, allowing for safer handling of aggressive chemicals across a wide pH range. Their hydrophobic nature also allows air to filter through while liquids are blocked, which is beneficial in processes requiring strict contamination control.
In automotive applications, ePTFE materials are utilized to improve fuel efficiency and emissions management. Membranes help manage air flows and separate components, aiding in sound dampening and moisture control within vehicle cabins. furthermore, ePTFE’s lightweight properties contribute to overall vehicle performance by reducing weight without compromising safety or efficiency.
Moreover, these membranes find their way into wearable technology, where moisture management is main. By providing breathability while protecting electronic components from sweat and humidity, ePTFE plays a vital role in ensuring device durability and comfort for the user. As industries continue to evolve, the versatility of ePTFE will likely lead to further new applications.
Conclusion
ePTFE membranes have proven essential across various applications ranging from insulation to medical technology. Their unique properties ensure effective performance under challenging conditions, particularly in environments where thermal stability and chemical resistance are critical. In insulation, ePTFE enhances signal transmission while minimizing fire hazards, making it a suitable choice for high-performance cable systems. furthermore, its role in medical packaging underscores its capability to maintain material integrity, providing safety and reliability in critical healthcare contexts. The advancements in ePTFE technology continue to pave the way for original uses, particularly in microfluidics and filtration systems. This adaptability across diverse industries illustrates ePTFE’s significance as a versatile material in modern technology applications. As research and development progress, further exploration of its potential will likely unveil new and promising applications that address specific industry challenges.
FAQs
What is an ePTFE membrane?
ePTFE membrane is a type of expanded polytetrafluoroethylene that has a porous structure, making it suitable for various applications, including insulation and medical technology.
How does ePTFE compare to traditional insulation materials?
ePTFE offers higher thermal stability and lower flammability than traditional materials like polyethylene and PVC, which improves safety and performance in high-temperature environments.
What are the main benefits of using ePTFE in medical packaging?
Its chemical resistance and ability to create leak-proof seals ensure the integrity of sensitive materials, preventing contamination during transport and storage.
Can ePTFE membranes withstand extreme pH levels?
Yes, ePTFE membranes are effective across a wide pH range, making them suitable for applications involving strong acids and bases without degrading.
How is ePTFE used in microfluidics?
In microfluidic applications, ePTFE allows precise fluid control in small channels while preventing contamination, which is main for accurate testing in laboratory settings.