PTFE membranes are essential components across various industrial applications due to their unique properties, including chemical resistance and thermal stability. Their effectiveness in sealing solutions significantly enhances the performance of OLED displays by preventing moisture and dust infiltration, thus improving display longevity. In air purification systems, PTFE membranes facilitate the efficient removal of harmful particles, ensuring cleaner environments essential for sensitive industries. Moreover, their role in providing reliable packaging solutions in the pharmaceutical and chemical sectors underscores their importance in maintaining product integrity during transport. Collectively, these applications highlight the versatility of PTFE membranes in advancing modern technology and enhancing operational efficiency across multiple sectors.
Applications of PTFE Membranes in OLED Display Technologies
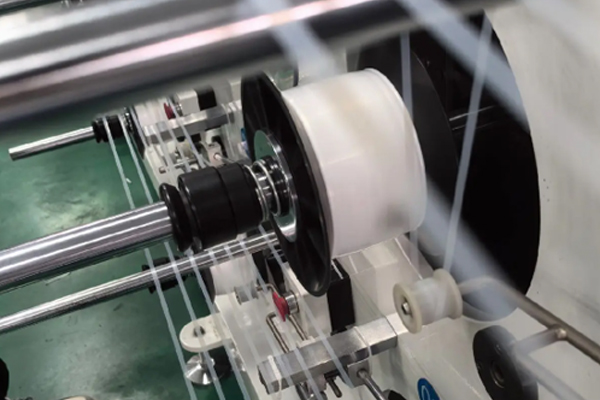
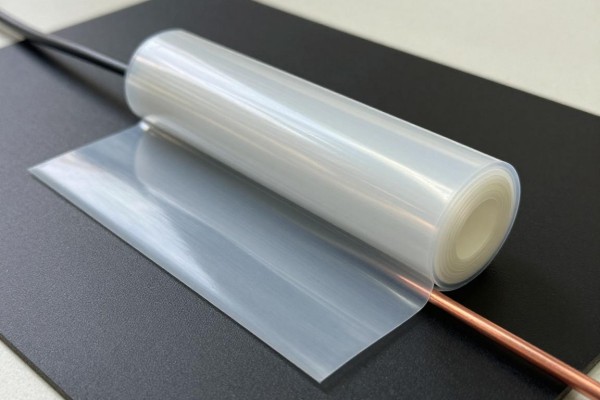
PTFE membranes play a crucial role in enhancing the performance of OLED display technologies through their innovative sealing solutions. These membranes effectively prevent dust and moisture infiltration, which can significantly deteriorate display quality. Additionally, the use of high speed transmission line PTFE wrapping tape ensures reliable insulation and protection of sensitive electronic components. Benefits extend to the integration of PTFE cable wrapping tape, which provides enhanced flexibility and durability for cable management in display systems. Furthermore, the application of PTFE wrapping film offers additional layers of protection against environmental factors, while DAC high-speed cable wrapping film contributes to the efficient operation of high-frequency devices. With these advanced materials in place, OLED displays achieve improved longevity and reliability that meet modern technological demands.
"Utilizing PTFE Thread Seal Tape enhances not only sealing effectiveness but also operational efficiency in sensitive applications."
Innovative Sealing Solutions: The Role of PTFE Membranes
PTFE membranes offer innovative sealing solutions that enhance the performance of various applications. Their chemical resistance and durability make them ideal for use in OLED display technologies, where they prevent moisture and dust from compromising electronic components. Additionally, products like PTFE Thread Seal Tape are crucial for creating airtight seals in piping systems, ensuring leak-proof connections. In the realm of cable management, PTFE cable roll coating provides excellent insulation properties, reducing friction and wear on cables during operation. Moreover, AOC and ACC high-speed cable wrapping films utilize PTFE membranes to deliver superior protection against environmental factors, thus improving the longevity and reliability of cables. Together, these applications showcase the versatility and important role of PTFE membranes in advanced industrial solutions.

Enhancing Air Quality: PTFE Membranes in Purification and Filtration
PTFE membranes play a vital role in air purification and filtration, offering effective solutions in various environments. Their unique porous structure allows for the efficient removal of dust particles and contaminants, which is crucial in industries such as pharmaceuticals, biotechnology, and microelectronics. The small pore sizes of PTFE membranes enable them to filter out bacteria while maintaining excellent air flow. This characteristic is essential for creating clean environments that support sensitive processes. In addition, advancements such as AEC high-speed cable wrapping film benefit from these membranes, ensuring optimal performance by preventing air contamination during the manufacturing process. As industries continue to prioritize air quality, the integration of PTFE membranes becomes increasingly important for maintaining standards and reliability across applications.

PTFE Membranes: Key to Reliable Packaging in Pharma and Chemical Industries
PTFE membranes play a crucial role in ensuring the integrity of packaging solutions within the pharmaceutical and chemical industries. These membranes, known for their superior chemical resistance and durability, provide liquid-tight seals essential for the transport of sensitive substances. For instance, PTFE wrapping film is commonly employed to package bottles containing aggressive chemicals like peracetic acid, safeguarding against leakage during transit. Similarly, innovative DAC high-speed cable wrapping film ensures that cabling used in these environments is protected from exposure to harmful reagents. This application extends to high frequency settings where high speed and high-frequency cable wrapping film must adhere to stringent industry standards, offering reliable performance even under demanding conditions. By leveraging the unique properties of PTFE membranes, manufacturers can enhance product reliability and safety throughout their supply chain.

Exploring the Versatility of PTFE Membrane Materials
PTFE membranes are increasingly recognized for their adaptability across a range of industrial applications. Their outstanding chemical resistance and thermal stability make them ideal for demanding environments, thereby enhancing performance and reliability. In OLED display technologies, PTFE membranes ensure effective sealing, preventing light leakage and protecting internal components from dust and moisture. Additionally, these membranes play a crucial role in air purification and filtration processes, where they efficiently remove particles while allowing airflow. Furthermore, in the pharmaceutical and chemical industries, PTFE membranes ensure the integrity of packaging solutions, contributing to safer transportation of sensitive materials. The introduction of high speed transmission line PTFE wrapping tape also showcases the innovative uses of these materials in protecting cables from environmental hazards while maintaining operational efficiency. With such diverse applications, it is evident that PTFE membranes are instrumental in advancing technology across various sectors.
Transformative Uses of PTFE in Advanced Industrial Solutions
PTFE membranes are increasingly recognized for their transformative potential across various industrial applications. Their unique properties, including chemical resistance and excellent thermal stability, allow them to serve critical functions in demanding environments. In OLED display technologies, PTFE membranes provide essential sealing solutions that aid in light-blocking and dust prevention, enhancing the performance and longevity of display components. Furthermore, in pharmaceutical and chemical industries, these membranes are pivotal for ensuring reliable packaging that maintains the integrity of contents during transport. Beyond sealing and packaging, PTFE membranes play a vital role in air purification systems, where their filtration capabilities help remove contaminants from air streams. The versatility of these materials positions PTFE membranes as indispensable elements in modern industrial solutions, illustrating their significance across a wide range of sectors.
Why PTFE Membranes Are Essential for Modern Technology Applications
PTFE membranes play a critical role in various modern technology applications due to their unique properties. Their excellent chemical resistance allows them to withstand harsh conditions, making them ideal for sealing solutions in OLED displays, where they ensure secure protection against contaminants. In addition, the high filtration efficiency of PTFE membranes is crucial for air purification and filtration systems, providing cleaner air by removing harmful particles and pathogens. This versatility extends to the pharmaceutical and chemical industries, where reliable packaging solutions are vital for transporting sensitive substances. The innovative use of PTFE membranes not only enhances performance but also ensures product reliability across numerous sectors, solidifying their importance in advanced technology applications.
Conclusion
The significance of PTFE membranes in advanced industrial applications cannot be overstated. Their unique combination of chemical resistance, thermal stability, and filtration efficiency makes them crucial for a wide array of uses. In OLED displays, they provide essential sealing that protects sensitive components from dust and moisture, thereby enhancing display quality. In air purification systems, PTFE membranes facilitate the efficient removal of contaminants, contributing to cleaner environments in sensitive industries. Moreover, the reliability they offer in packaging solutions ensures the safe transport of pharmaceuticals and chemicals. As technology continues to evolve, the importance of PTFE membranes in ensuring performance and safety will remain integral, illustrating their role as key materials across various sectors.
FAQs
What are PTFE membranes commonly used for?
PTFE membranes are widely used for sealing in OLED displays, air purification, filtration systems, and reliable packaging in pharmaceutical and chemical industries.
How do PTFE membranes enhance OLED display performance?
They prevent dust and moisture from infiltrating the displays, thus preserving quality and extending longevity.
Can PTFE membranes filter particles effectively?
Yes, their unique porous structure allows for efficient filtration of dust particles and contaminants while maintaining good airflow.
Why is chemical resistance important for PTFE membranes?
Chemical resistance ensures that PTFE membranes can withstand harsh environments, making them ideal for sensitive applications in various industries.
Are there benefits to using PTFE for packaging solutions?
Absolutely. PTFE ensures a liquid-tight seal that maintains the integrity of sensitive substances during transport, minimizing the risk of leakage.
How do PTFE membranes contribute to air quality management?
They enhance air purification systems by effectively removing harmful particles and ensuring cleaner air in critical environments.