main Takeaways
Polytetrafluoroethylene (PTFE) wrapping film provides industry professionals with essential benefits that boost operational efficiency. Its properties, such as durability and chemical resistance, stand out as critical advantages in demanding environments. Users can expect reliability even under extreme thermal conditions, alongside significant resistance to harsh chemicals that could otherwise compromise materials. The film’s versatility allows for a wide range of applications across various sectors, contributing to improved performance and reduced maintenance costs. By incorporating PTFE wrapping film into production processes, companies can experience extended machinery lifespans due to less frequent need for repairs or replacements. This strategic choice not only improves safety by protecting against chemical exposure but also streamlines workflows through easier maintenance and cleaning protocols. The practical applications of PTFE film emphasize its value in modern industry, presenting a compelling case for its adoption in diverse contexts.
Benefits of PTFE Wrapping Film
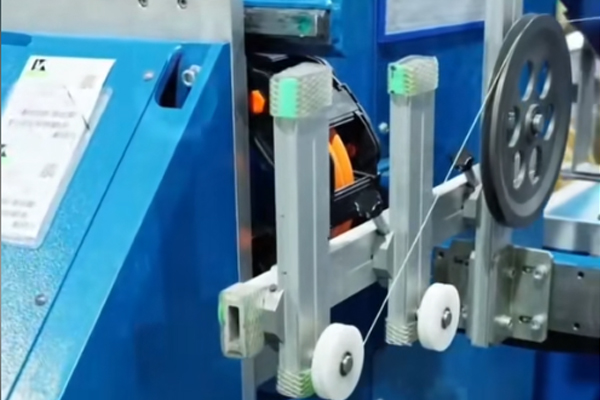
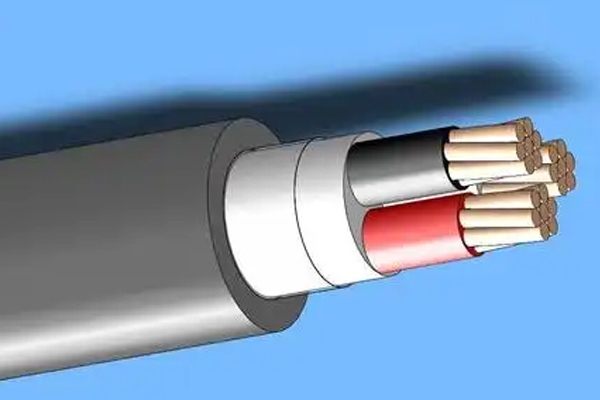
Polytetrafluoroethylene (PTFE) wrapping film offers significant advantages in various industrial applications. Its durability ensures long-lasting performance, catering to environments that demand resilience. With exceptional chemical resistance, PTFE film effectively protects against corrosive substances, making it ideal for industries such as chemical processing and electronics. The non-stick surface reduces friction, enhancing the reliability of components like high speed transmission line PTFE wrapping tape and PTFE cable wrapping tape. Versatility is a important aspect, as PTFE Thread Seal Tape can be utilized for sealing joints in piping systems, while DAC high-speed cable wrapping film and AEC high-speed cable wrapping film are excellent choices for ensuring the protection of sensitive wiring in high-speed data transmission. This broad applicability across harsh environments demonstrates how PTFE cable roll coating improves safety and reliability. The integration of these films into production processes not only leads to enhanced performance but also contributes to operational efficiency, minimizing maintenance needs over time.
Why choose PTFE Film in Industry
Polytetrafluoroethylene (PTFE) film has become a go-to material in various industries due to its remarkable attributes. First and foremost, PTFE film provides exceptional durability, resisting wear and degradation over time, making it particularly suited for demanding applications. furthermore, its chemical resistance is a important advantage; it withstands exposure to corrosive substances without compromising its integrity, which is important in industries like chemical processing and pharmaceuticals.
The versatility of PTFE wrapping film extends its application range beyond traditional uses; it finds utility in electronics for insulation and surface protection, as well as in the automotive sector for sealing components. Furthermore, PTFE films boost performance metrics in extreme environments by maintaining effectiveness under high temperatures and pressures. This combination of durability, chemical resistance, and adaptability positions PTFE film as an essential material that meets the varying needs of modern industrial applications effectively.

Durability of PTFE Wrapping Film
this topic is recognized for its superior durability, making it an ideal choice in various industrial applications. This film can withstand extreme temperatures, ranging from cryogenic conditions to higher heat scenarios, without degrading its structural integrity. Its non-stick surface not only contributes to easy cleaning but also ensures that it remains effective over time, resisting wear and tear. The film’s robust nature means it can endure physical stresses, including abrasion and impact, typical in many industrial environments. Furthermore, PTFE wrapping film exhibits exceptional tensile strength, allowing it to maintain performance in challenging conditions without compromising its protective qualities. This durability not only extends the lifespan of machinery and equipment but also contributes to lower maintenance costs and downtime in operations where reliability is essential. Thus, the selection of PTFE wrapping film can significantly bolster operational efficiency across various sectors.
PTFE Film’s Chemical Resistance
this content is well-regarded for its exceptional chemical resistance. This quality makes it suitable for environments that encounter harsh chemicals, acids, and bases, preventing degradation and prolonging the lifespan of both the film and the materials it protects. Unlike traditional materials, PTFE maintains its integrity when exposed to corrosive agents, which is important in industries such as chemical processing and pharmaceuticals. Its non-stick surface promotes easy cleaning and minimizes residue buildup, ensuring that contaminants do not compromise performance. As a result, PTFE wrapping film is a reliable choice for applications requiring high durability against chemical exposure. This capability not only reduces maintenance costs but also enhances safety by minimizing the risk of chemical leaks or reactions. In settings where reliability is critical, utilizing PTFE film can significantly contribute to operational efficiency and safety standards.
Versatile uses of PTFE Film
Polytetrafluoroethylene wrapping film is notable for its adaptability across various industries. In the manufacturing sector, it is frequently utilized for electrical insulation, where its low friction and chemical resistance prove invaluable. This film acts as a protective layer for components that require stability in harsh chemicals and extreme temperatures. In the food processing industry, PTFE film is essential for ensuring non-stick surfaces in machinery, making clean-up easier and enhancing safety by preventing contamination. furthermore, its thermal stability allows for seamless integration into packaging applications that require reliable barriers against moisture and gases. The aerospace industry also benefits from PTFE film, employing it in high-performance seals and insulation to improve operational efficiency under challenging conditions. Whether serving as a wrapping material or a protective layer, PTFE film showcases exceptional functionality and reliability in numerous applications, enhancing overall performance in demanding environments.
Enhancing performance with PTFE
the subject significantly boosts performance across various industrial applications. Its excellent resistance to extreme temperatures and harsh chemicals ensures that equipment remains protected and functions efficiently under demanding conditions. Engineers often rely on PTFE for its low friction properties, which improve machine efficiency by reducing wear and tear on components.
Furthermore, the non-stick surface of PTFE wrapping film helps maintain cleanliness in equipment, minimizing downtime for maintenance. This is particularly advantageous in food processing and pharmaceuticals, where contamination risks must be mitigated consistently. The adaptability of PTFE wrapping film also allows it to be tailored for specific applications, ensuring optimal performance regardless of the environment.
"Choosing PTFE wrapping film translates directly into improved operational reliability and longevity of machinery."
In addition to these benefits, its lightweight nature facilitates easy handling and installation, streamlining the production process. The integration of PTFE wrapping film in various industries not only enhances performance but also contributes to more sustainable operational practices through its durability and long-lasting properties.
PTFE Wrapping in Harsh Environments
this area plays a significant role in settings where exposure to extreme conditions is a concern. Its durability ensures reliability in both high and low-temperature applications, offering performance stability across a wide thermal range. The film’s resistance to harsh chemicals prevents degradation, making it suitable for industries like chemical processing and oil and gas, where corrosive substances are prevalent. In addition, PTFE’s low friction properties facilitate smooth movement in mechanical systems, reducing wear and maintenance costs. This wrapping film is also impermeable to water, making it an excellent choice for environments subject to moisture and humidity, further protecting underlying materials. The adaptability of PTFE wrapping film allows it to conform to various shapes and surfaces while maintaining a secure seal, enhancing its effectiveness in demanding applications.
Application areas for PTFE Film
it finds extensive use across a variety of sectors due to its important attributes. In the aerospace industry, PTFE film is utilized for its strength and lightweight properties, serving as insulation for wires and cables in aircraft. The automotive sector benefits from PTFE wrapping film, where it helps reduce friction in components, enhancing overall vehicle performance and longevity. In the food processing industry, its non-stick nature facilitates the easy release of food products while providing chemical resistance against various food additives. Medical applications also leverage PTFE film for sterile packaging and protective barriers in devices, ensuring hygiene and reliability. Furthermore, the electronics industry employs PTFE wrapping film to insulate delicate wires and components, safeguarding them against heat and moisture damage. Overall, the adaptability of PTFE film across such diverse fields underscores its value in improving performance and providing reliable protection in demanding environments.
Conclusion
polytetrafluoroethylene (PTFE) wrapping film emerges as a highly effective solution for diverse industrial needs due to its remarkable properties. The film’s resilience under extreme conditions enhances safety and reliability, making it a preferred choice in sectors that face demanding challenges. Its chemical resistance significantly mitigates risks associated with corrosive substances, which is vital in industries like chemical processing and healthcare. Furthermore, the adaptability of PTFE wrapping film facilitates its application across various scenarios, whether as insulation in electronics or as protective layers in manufacturing processes. The ongoing integration of PTFE film into industrial practices not only optimizes performance but also supports longer machinery lifespans through reduced maintenance requirements. As operational efficiency remains a main focus for industries, the strategic choice of materials like PTFE wrapping film becomes essential for achieving sustainable and reliable outcomes. This demonstrates the substantial role that PTFE film plays in enhancing industrial productivity and safety standards.
FAQs
What is this topic used for?
PTFE wrapping film is used in various industries for its durability, chemical resistance, and non-stick properties, making it ideal for applications such as electrical insulation, sealing, and protective barriers.
How does PTFE wrapping film perform in extreme temperatures?
PTFE film maintains its structural integrity in both high and low temperatures, providing reliable performance even under harsh thermal conditions.
Is PTFE wrapping film safe to use with food products?
Yes, PTFE wrapping film is safe for food applications due to its non-stick surface and chemical resistance, which prevents contamination and enhances safety during processing.
Can PTFE wrapping film be used in medical applications?
Absolutely. PTFE film is utilized in medical settings for sterile packaging and protective barriers in devices since it ensures hygiene and reliability.
What are the maintenance requirements for PTFE wrapping film?
PTFE wrapping film is low maintenance due to its non-stick properties, which simplify cleaning and reduce the frequency of maintenance needed compared to other materials.