PTFE raw material tape has become increasingly vital across high-performance industries due to its unique properties. Its exceptional electrical insulation capability ensures reliable protection for sensitive components, making it essential in sectors like aerospace and electronics. Additionally, the temperature resilience of PTFE tape allows it to perform reliably under extreme thermal conditions, significantly reducing the risk of failure in critical applications. The chemical resistance of this tape further enhances its versatility, as it can withstand harsh substances commonly found in manufacturing environments. As industries continue to prioritize efficiency and product longevity, the role of PTFE raw material tape will remain essential in supporting advancements across various technological applications.
The Role of PTFE Raw Material Tape in Electrical Insulation Applications
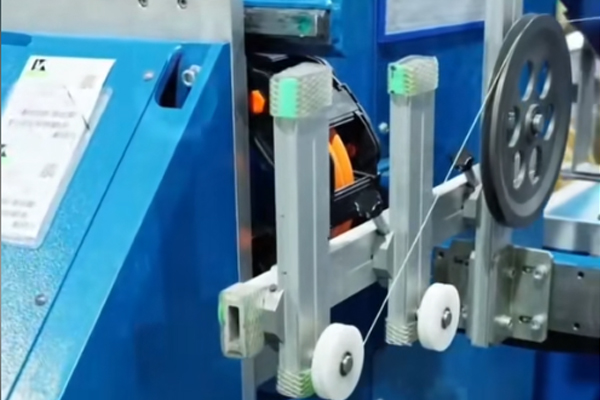
PTFE raw material tape, particularly in the form of high speed transmission line PTFE wrapping tape, plays a crucial role in electrical insulation across various industries. Its remarkable properties, such as low friction and high thermal stability, make it ideal for applications requiring reliable insulation. For instance, PTFE cable wrapping tapeand PTFE Thread Seal Tapeeffectively prevent leakage and ensure optimal electrical performance under extreme conditions.
Table 1: Properties of PTFE Raw Material Tape
| Property | Description |
|---|---|
| Temperature Resistance | Maintains integrity at high temperatures |
| Chemical Resistance | Inert to most chemicals and solvents |
| Dielectric Strength | Provides exceptional electrical insulation |
| Wear Resistance | Durable under mechanical stress |
Moreover, products like DAC high-speed cable wrapping filmand AEC high-speed cable wrapping filmare particularly valuable in high-frequency applications. They enhance signal integrity while minimizing signal degradation. The use of these materials ensures consistent performance in technologies such as telecommunications and aerospace systems.
"Utilizing PTFE films not only improves the reliability of systems but also extends equipment life through its superior insulating properties."
In essence, the incorporation of PTFE raw material tape into electrical insulation not only addresses performance needs but also enhances overall system efficiency. As industries continue to evolve with technology, the importance of these materials remains pivotal.

Enhancing Temperature Resilience with PTFE Raw Material Tape
PTFE raw material tape plays a crucial role in enhancing temperature resilience across various applications. Its chemical makeup allows for exceptional performance in extreme thermal conditions, making it suitable for environments that demand reliable insulation and protection. This tape is particularly effective when used as a high speed transmission line PTFE wrapping tape, where its ability to withstand high temperatures without degradation is invaluable. Additionally, the non-stick properties of PTFE contribute to its effectiveness in preventing adhesive buildup, ensuring performance consistency under heat stress. Industries leveraging this tape benefit from reduced risk of failure and improved reliability in high-performance settings, underscoring the importance of temperature resilience in modern manufacturing processes.

Chemical Resistance of PTFE Raw Material Tape in Modern Manufacturing
PTFE raw material tape exhibits exceptional chemical resistance, making it a preferred choice in various manufacturing environments. Its unique composition allows it to withstand harsh chemicals and solvents without degrading, ensuring reliability in critical applications. This property is particularly vital in sectors such as chemical processing and aerospace, where exposure to aggressive substances is commonplace. Furthermore, when combined with PTFE wrapping film, the effectiveness of insulation and protection is amplified, offering robust solutions against corrosion and chemical attack. The durability of PTFE raw material tape contributes significantly to maintaining operational efficiency while minimizing downtime due to failure or replacement. As industries push for more resilient materials, the chemical resistance of PTFE raw material tape stands out as a key factor enabling advancements in modern manufacturing practices.

Innovative Use of PTFE Raw Material Tape Across High-Performance Industries
PTFE raw material tape has found significant applications across various high-performance industries due to its unique properties. Its effectiveness in providing superior electrical insulation makes it indispensable in aerospace and electronics. For instance, the tape’s low friction and chemical resistance are integral in ensuring the reliability of ACC high-speed cable wrapping film, which supports advanced data transmission technologies. Additionally, in sectors like food processing and automotive manufacturing, PTFE tape is utilized for its ability to withstand extreme temperatures and corrosive environments. These attributes contribute to enhancing product life cycles and operational efficiencies in demanding applications, thus solidifying its role as a critical component in modern manufacturing practices.
Comparative Advantages of PTFE Raw Material Tape in Industrial Settings
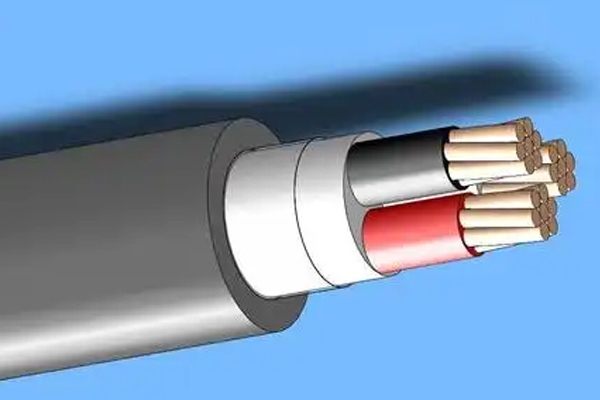
PTFE raw material tape provides significant advantages in various industrial applications due to its unique properties. One key benefit is its role in electrical insulation. The tape effectively protects sensitive wiring and components from electrical interference, proving essential in sectors that rely on high-performance standards. Additionally, products such as PTFE cable roll coatings enhance the durability of cables by providing a robust layer that withstands high temperatures and chemical exposure.
Moreover, the introduction of AEC high-speed cable wrapping film showcases advancements in manufacturing practices, leading to increased efficiency and reliability. This film is designed to cater to high-speed and high-frequency cable requirements, ensuring minimal signal loss and enhanced performance. By integrating these PTFE solutions, industries reduce maintenance costs while maximizing the lifespan of their critical components. The versatility of PTFE raw material tape truly signifies its importance across modern industrial settings.
PTFE Raw Material Tape: Key to Advances in Technology and Manufacturing
PTFE raw material tape plays a pivotal role in enhancing the performance of various high-tech applications. Its superior electrical insulation properties make it a preferred choice in sectors like telecommunications and aerospace. For instance, the AOC high-speed cable wrapping film utilizes PTFE’s unique characteristics to safeguard sensitive components from electrical interference, ensuring reliable data transmission. Furthermore, this tape excels in temperature resilience, allowing it to maintain its integrity in extreme environments, which is essential for modern manufacturing processes. Additionally, its chemical resistance ensures longevity and performance in harsh industrial settings, making PTFE raw material tape invaluable for manufacturers striving for innovation and efficiency across diverse sectors.
Application Highlights of PTFE Raw Material Tape in Various Sectors
PTFE raw material tape plays a significant role in multiple sectors by enhancing performance and reliability. In electrical insulation applications, this tape serves as an effective barrier against moisture and contaminants, ensuring the integrity of wiring and circuits. Its temperature resilience allows it to withstand extreme conditions, making it suitable for use in aerospace and automotive industries where exposure to heat is prevalent. Additionally, the chemical resistance of PTFE cable wrapping tape ensures longevity in environments where exposure to harsh substances is common, such as in chemical processing plants. This versatility enables its application in RF cables and high-frequency microwave coaxial cables, enhancing signal integrity and reducing power loss. The advancements in these areas highlight the importance of PTFE raw material tape as a key component in modern manufacturing processes across various high-performance industries.
Conclusion
PTFE raw material tape has established itself as a fundamental component in various high-performance industries, thanks to its unique properties of electrical insulation, temperature resilience, and chemical resistance. By ensuring reliable performance in critical applications, this tape not only supports the operational efficiency of machinery and technology but also extends equipment lifespan. Industries that leverage PTFE tape benefit from enhanced product reliability and reduced maintenance costs. As manufacturing processes evolve and the demand for advanced materials increases, the role of PTFE raw material tape will continue to be essential in meeting industry challenges.
FAQs
What industries commonly use PTFE raw material tape?
PTFE raw material tape is widely used in industries such as aerospace, electronics, automotive, and chemical processing due to its unique properties.
How does PTFE raw material tape enhance electrical insulation?
The tape’s low friction and high dielectric strength provide exceptional protection against electrical interference, ensuring reliable performance in sensitive applications.
What makes PTFE raw material tape resistant to high temperatures?
The chemical composition of PTFE allows it to maintain integrity and performance in extreme thermal conditions without degrading.
Can PTFE raw material tape withstand harsh chemicals?
Yes, its inert nature enables it to resist deterioration from most chemicals and solvents, making it suitable for challenging environments.
How does the use of PTFE raw material tape impact equipment lifespan?
By providing superior insulation and protection, the tape helps reduce maintenance needs and prolongs the life of critical components.