Teflon membranes stand out for their pivotal role in enhancing sealing and filtration processes across various demanding applications. Their excellent chemical resistance and thermal stability make them ideal for environments where reliability and purity are critical. In industries such as electronics, Teflon membranes ensure effective insulation and safeguard sensitive components, thereby maintaining signal integrity. Meanwhile, their application in pharmaceuticals underscores their ability to prevent contamination, pivotal during drug formulation and manufacturing. The innovative designs of Teflon membranes enable high flow rates while effectively capturing miniature particles, which is essential for controlling contamination levels. As industries continue to embrace these technologies, Teflon membranes are increasingly recognized as integral to overcoming contemporary challenges in sealing and filtration standards.
Innovative Teflon Membrane Applications for Enhanced Sealing and Filtration
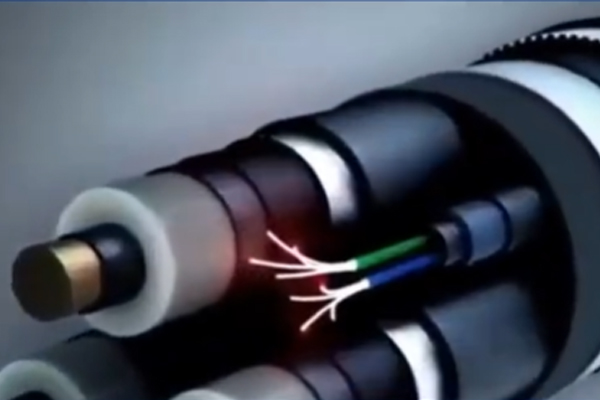
Teflon membranes are making significant strides in both sealing and filtration applications, particularly in industries like electronics and pharmaceuticals. The exceptional properties of materials such as high-speed transmission line PTFE wrapping tapeand PTFE wrapping filmensure they provide robust sealing capabilities, reducing the risk of leaks and enhancing overall system integrity. For instance, PTFE Thread Seal Tapeis often used to guarantee airtight seals in various applications. Additionally, the implementation of PTFE cable wrapping tapeis crucial for protecting sensitive cables against environmental factors, contributing to longer service life.
In filtration processes, advanced films like DAC high-speed cable wrapping filmare designed to maintain high flow rates while retaining even the smallest particles. This capability is vital in manufacturing setups where clean environments are non-negotiable. The versatility of Teflon also extends to coatings with products such as ACC high-speed cable wrapping film, which provide excellent resistance to chemicals and temperature fluctuations. The rise of these innovative solutions showcases the effectiveness of Teflon membranes in improving operational efficiencies across demanding industries.
"Utilizing advanced PTFE products in critical applications reflects a commitment to quality and performance."
Exploring the Advantages of Teflon Membranes in Electronics and Pharmaceuticals
Teflon membranes, particularly those made from PTFE, are gaining traction in the electronics and pharmaceuticals sectors thanks to their outstanding properties. These membranes provide superior chemical resistance, making them ideal for environments that involve harsh substances. In electronics, the use of PTFE wrapping film and PTFE cable wrapping tape ensures reliable insulation and protection against contaminants that could impair device performance. In pharmaceuticals, these membranes help maintain the purity of solutions by preventing the leaching of harmful substances during critical processes such as drug formulation and packaging. Furthermore, their excellent heat resistance contributes to the overall reliability and efficiency of products across both industries, ensuring optimal functionality even in demanding conditions.

Revolutionizing Sealing Solutions with Teflon Membrane Technology
Teflon membranes, particularly those utilizing PTFE (Polytetrafluoroethylene), have significantly advanced sealing technology in various industries. Their inherent chemical resistance allows these membranes to perform effectively in extreme environments, such as pharmaceuticals and electronics. The use of PTFE thread seal tape alongside Teflon membranes enhances sealing applications by creating reliable barriers that prevent leakage and contamination. This combination is essential in scenarios where precision and safety are paramount, such as in chemical containment or sensitive electronic assemblies. With an ability to withstand temperature fluctuations and corrosive substances, Teflon membrane technology ensures long-lasting performance and contributes to enhanced operational efficiency across diverse applications.
Unleashing the Potential of Teflon Membranes in Demanding Environments
Teflon membranes, particularly those made with high-performance PTFE, are proving to be pivotal in various demanding applications. The properties of these membranes, including exceptional chemical resistance and high flow rates, make them suitable for industries like electronics and pharmaceuticals. For instance, the integration of high-speed transmission line PTFE wrapping tape in electronic devices helps to ensure reliable signal integrity while providing adequate insulation. Similarly, DAC high-speed cable wrapping film enhances the performance of cables by offering protection against environmental stressors. The ability to capture particles at the nanometer scale positions Teflon membranes as a reliable choice for filtration solutions, effectively maintaining fluid purity in critical processes. This innovation optimizes operational efficiency across applications and supports the advancement of technology within rigorous environments.
| Application | Membrane Type | Key Benefits |
|---|---|---|
| Electronics | High-speed transmission line PTFE wrapping tape | Ensures signal integrity and insulation |
| Pharmaceuticals | DAC high-speed cable wrapping film | Protects cables from environmental factors |
| Filtration | Teflon Membranes | Captures nanometer-scale particles |

High-Performance Teflon Membranes: Transforming Filtration Standards
High-performance Teflon membranes stand at the forefront of modern filtration technology, delivering exceptional capabilities for various industries. These membranes are engineered for efficiency, boasting a gradient pore structure that enhances retention rates while maintaining high flow capacities. In sectors like electronics and pharmaceuticals, the demand for flawless contamination control is paramount. Teflon membranes meet these needs through their superior chemical resistance and durability, ensuring reliable performance even in harsh environments. Furthermore, the integration of materials such as AEC high-speed cable wrapping film alongside Teflon membranes showcases versatility across applications, addressing both sealing and filtration challenges with a singular advanced solution. As industries continue to evolve, these membranes play a crucial role in elevating performance standards and meeting rigorous operational demands.
The Role of Teflon Membranes in Meeting Industry Challenges
Teflon membranes play a crucial role in addressing various industry challenges, particularly in the electronics and pharmaceutical sectors. Their chemical resistance and high-temperature stability make them ideal for protecting sensitive components. For instance, when considering high speed and high-frequency cable wrapping film, Teflon’s properties ensure effective insulation and durability in demanding environments. Additionally, the membranes’ ability to filter out microscopic particles enhances cleanliness in manufacturing processes, which is vital for meeting strict quality standards. By delivering reliable performance under extreme conditions, Teflon membranes support innovation while tackling the challenges faced by modern industries.
Advanced Teflon Membranes: Achieving Superior Sealing and Filtration Efficiency
Advanced Teflon membranes are engineered to deliver exceptional sealing and filtration performance in various industrial applications. Their unique properties, such as resistance to chemicals and temperature fluctuations, make them ideal for critical sectors like electronics and pharmaceuticals. For instance, in the electronics industry, these membranes play a vital role in safeguarding sensitive components from contaminants while ensuring high flow rates. Moreover, Teflon membranes can effectively complement products like ACC high-speed cable wrapping film, providing enhanced reliability in environments where durability is paramount. In the pharmaceutical sector, their ability to filter out minute particles ensures that sterilization processes remain uncompromised, significantly improving operational efficiency. Overall, the integration of advanced Teflon membrane technology represents a significant leap forward in achieving superior performance standards across diverse applications.
Conclusion
The advancements in Teflon membrane technology reflect significant progress in sealing and filtration applications across various industries. With their remarkable resistance to chemicals and ability to withstand extreme temperatures, Teflon membranes enhance both operational efficiency and product reliability. They meet the rigorous demands of sectors like electronics and pharmaceuticals, where purity and performance are critical. By integrating solutions such as high-speed transmission line PTFE wrapping tape, these membranes effectively ensure insulation and protection for sensitive components. As industries continue to evolve, the versatile applications of Teflon membranes will play an essential role in fostering innovation and addressing future challenges in sealing and filtration processes.
FAQs
What are Teflon membranes primarily used for?
Teflon membranes are mainly used for sealing and filtration applications, particularly in industries like electronics and pharmaceuticals.
How do Teflon membranes enhance sealing performance?
They provide excellent chemical resistance and durability, ensuring reliable seals that prevent leaks and contamination.
Why are Teflon membranes suitable for filtration processes?
These membranes effectively capture microscopic particles while maintaining high flow rates, which is crucial in environments where cleanliness is critical.
Can Teflon membranes withstand extreme conditions?
Yes, Teflon membranes are designed to endure high temperatures and harsh chemicals, making them ideal for demanding industrial applications.
What benefits do Teflon membranes offer in the electronics industry?
They protect sensitive electronic components from environmental stressors while ensuring reliable insulation and maintaining signal integrity.
How do Teflon membranes contribute to pharmaceutical applications?
In the pharmaceutical sector, they help maintain the purity of solutions by preventing harmful substances from leaching during critical processes.